
Приложение B. Протокол обмена данными с ЧПУ
HPR260XD Auto Gas –
80635J, 2-я редакция
b-21
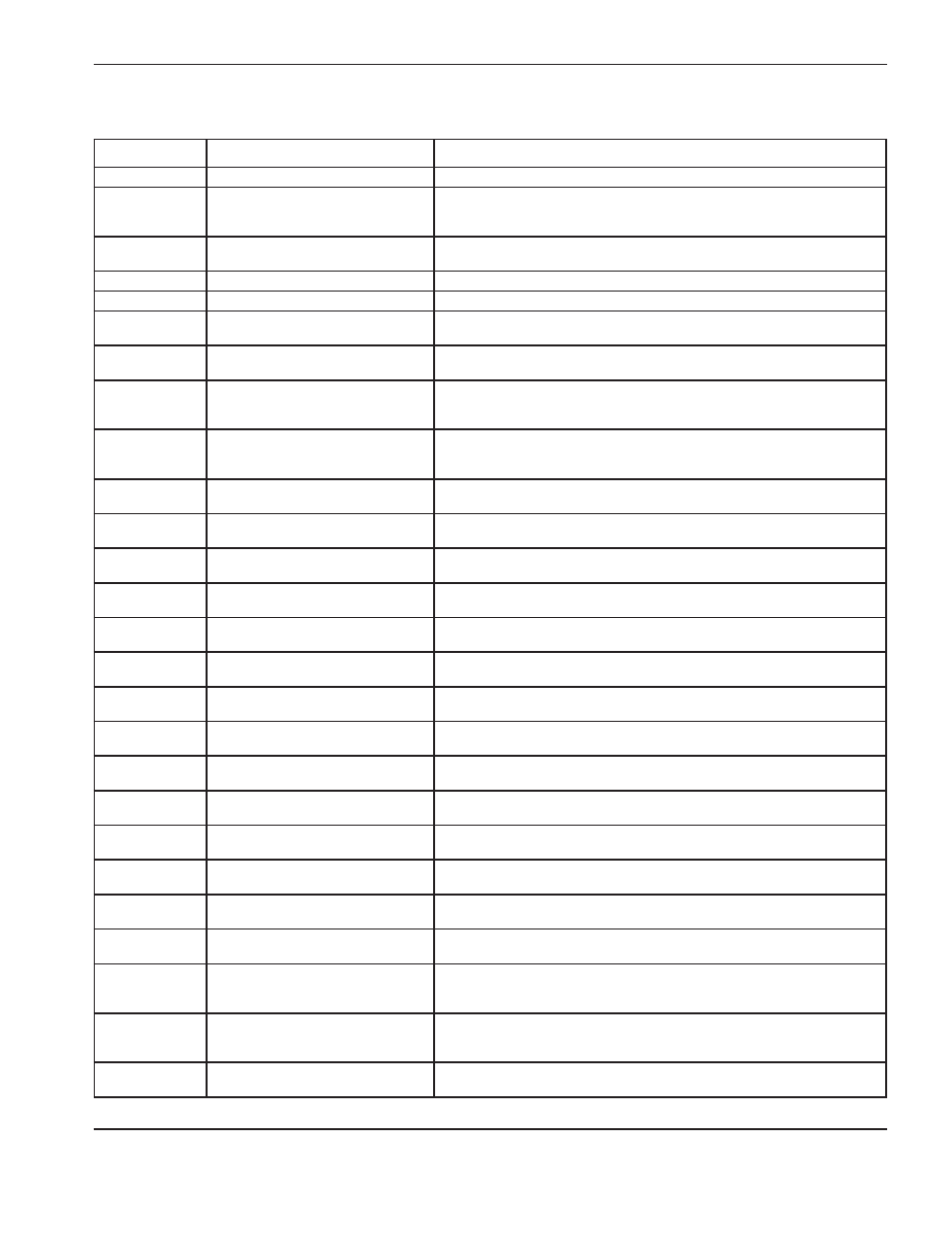
Коды ошибок
Идентификатор Название
Описание
000
NO ERROR (Ошибки отсутствуют)
Система готова к работе.
009
FLOW SWITCH TEST
(тест переключателя потока)
Когда насос повторно запускается после простоя (30 минут без пускового
сигнала), системой будет выполнен тест переключателя потока, чтобы
убедиться в достаточности потока до зажигания резака.
011
NO_ACTIVE_PROCESS
(нет активного процесса)
Источник тока получает неверное значение тока от ЧПУ.
012
TEST IN PROGRESS (Идет тест)
Активен один из режимов тестирования газа.
013
TEST PASSED (Тест пройден)
Тест успешно выполнен.
014
CUT GAS CHANNEL #1 FAIL
(Отказ канала режущего газа № 1)
Давление газа падает на канале № 1, что является признаком утечки.
015
CUT GAS CHANNEL #2 FAIL
(Oтказ канала режущего газа № )
Давление газа падает на канале № 2, что является признаком утечки.
016
PLASMA RAMP-DOWN FAIL
(Отказ плавного выключения
плазмообразующего газа)
Выход насоса превысил 200 фунтов на квадратный дюйм.
017
SHIELD RAMP-DOWN FAIL
(Отказ плавного выключения
защитного газа)
Давление защитного газа не уменьшилось за отведенное время.
018
PUMP OVER PRESSURE
(Избыточное давление насоса)
Выход насоса превысил 13,79 бар.
020
NO PILOT ARC
(Отсутствует вспомогательная дуга)
Не выявлен ток от инвертора на блоке зажигания до истечения срока в 1
секунду.
021
NO ARC TRANSFER
(Отсутствует перенос дуги)
Не обнаружен сигнал переноса по истечении задержки в 500 миллисекунд.
024 Первичный
224 Вторичный
LOST CURRENT CH1
(Потеря тока на инверторе 1)
После переноса происходит потеря сигнала тока инвертора.
025 Первичный
225 Вторичный
LOST CURRENT CH2
(Потеря тока на инверторе 2)
После переноса происходит потеря сигнала тока инвертора.
026 Первичный
226 Вторичный LOST TRANSFER (Потеря переноса) После переноса происходит потеря сигнала переноса.
027 Первичный
227 Вторичный LOST PHASE (Потеря фазы)
Когда включен главный замыкатель, отсутствует ввод «phase OK
(фаза ОК)».
028 Первичный
228 Вторичный
LOST CURRENT CH3
(Потеря тока на инверторе 3)
После переноса происходит потеря сигнала тока инвертора.
030
GAS SYSTEM ERROR
(Ошибка газовой системы)
Возник отказ в газовой системе.
031 Первичный
231 Вторичный START LOST (Потеря зажигания)
Пусковой сигнал был снят до достижения установившегося состояния.
032
HOLD TIMEOUT (Истекло время
ожидания зажигания)
Сигнал удержания был задействован более 60 секунд.
033
PRE CHARGE TIMEOUT (Истекло
время ожидания наполнения газом)
Системе управления подачей газа не удалось наполнить газовые линии
до достижения нужного давления.
034 Первичный
234 Вторичный
PRE CHARGE TIMEOUT (Истекло
время ожидания наполнения газом)
Системе управления подачей газа не удалось наполнить газовые линии
до достижения нужного давления.
042
LOW NITROGEN PRESSURE
(Низкое давление азота)
Давление азота ниже нижнего предела в 2,07 бар для резки или в 0,34 бар
для раскроя
044
LOW PLASMA GAS
PRESSURE (Низкое давление
плазмообразующего газа)
Давление газа ниже нижнего предела в 0,34 бар для подачи до
возбуждения дуги 3,45 бар для подачи при резке (резка) и 0,34 бар для
подачи при резке (разметка).
045
HIGH PLASMA GAS
PRESSURE (Высокое давление
плазмообразующего газа)
Давление газа выше верхнего предела в 7,58 бар.
046
LOW LINE VOLTAGE
(Низкое линейное напряжение)
Линейное напряжение ниже нижнего предела в 102 В перем. тока
(120 В перем. тока –15 %).
- Page 1
HyPerformance Plasma ® HPR130 ® Auto gas Instruction manual 806330 – Revision 3… - Page 2
Register your new Hypertherm system Register your product online at www.hypertherm.com/registration for easier technical and warranty support. You can also receive updates on new Hypertherm products and a free gift as a token of our appreciation. For your records Serial number:… - Page 3
Revision 3 – June, 2015 Hypertherm Inc. Hanover, NH USA www.hypertherm.com © 2015 Hypertherm Inc. All Rights Reserved Hypertherm, HyPerformance, HyDefinition, LongLife and CommandTHC are trademarks of Hypertherm Inc. and may be registered in the United States and/or other countries. - Page 4
55 11 2409 2636 Tel Hypertherm (S) Pte Ltd. 55 11 2408 0462 Fax 82 Genting Lane Media Centre Hypertherm México, S.A. de C.V. Annexe Block #A01-01 Avenida Toluca No. 444, Anexo 1, Singapore 349567, Republic of Singapore Colonia Olivar de los Padres 65 6841 2489 Tel Delegación Álvaro Obregón… -
Page 5: Electromagnetic Compatibility (Emc)
The size of the surrounding area to be considered will depend on the structure of the building and other activities that are taking place. The Hypertherm’s CE-marked equipment is built in compliance with surrounding area may extend beyond the boundaries of the premises.
- Page 6
ElEctRoMAgNEtIc coMPAtIbIlIty (EMc) Earthing of the workpiece Where the workpiece is not bonded to earth for electrical safety, nor connected to earth because of its size and position, for example, ship’s hull or building steel work, a connection bonding the workpiece to earth may reduce emissions in some, but not all instances. -
Page 7: Warranty
Except only in cases of products not manufactured by Hypertherm or herein and as follows: if Hypertherm is notified of a defect (i) with manufactured by a person other than Hypertherm not in strict conformity respect to the plasma power supply within a period of two (2) years with Hypertherm’s specifications and in cases of designs, processes,…
- Page 8
At all times you will have and maintain insurance in such quantities and types, and with coverage sufficient and appropriate to defend and to hold Hypertherm harmless in the event of any cause of action arising from the use of the products. -
Page 9: Table Of Contents
Table of ConTenTs ElEctRoMAgNEtIc coMPAtIbIlIty (EMc) ………………….EMc-1 wARRANty ………………………………w-1 Section 1 SAFEty ………………………………Sc-1 Recognize safety information …………………………..SC-2 Follow safety instructions …………………………….SC-2 Inspect equipment before using ……………………………SC-2 Responsibility for safety …………………………….SC-2 A plasma arc can damage frozen pipes ……………………….SC-2 Static electricity can damage printed circuit boards ……………………SC-2 Grounding safety………………………………SC-3 Electrical hazards ………………………………SC-3 Electric shock can kill ………………………………SC-3…
- Page 10
Table of ConTenTs Section 3 INStAllAtIoN …………………………….3-1 Upon receipt …………………………………3-3 Claims …………………………………….3-3 Installation requirements……………………………..3-3 Noise levels …………………………………..3-3 Placement of system components ……………………………3-3 Torque specifications …………………………….3-3 Installation requirements……………………………..3-4 System components …………………………….3-5 Cables and hoses ……………………………..3-5 Supply gas hoses ………………………………3-5 Customer-supplied power cable …………………………3-5 Recommended grounding and shielding practices ………………………3-6 Introduction …………………………………..3-6 Types of grounding …………………………….3-6… - Page 11
Table of ConTenTs Torch mounting and alignment …………………………..3-42 Mounting the torch …………………………….3-42 Torch alignment ……………………………… 3-42 Torch lifter requirement …………………………….3-43 Hypernet………………………………….3-43 Power requirements ………………………………3-44 General ………………………………..3-44 Line disconnect switch …………………………..3-45 Main power cable …………………………….3-45 Connect the power ……………………………… - Page 12
Table of ConTenTs SilverPlus electrodes …………………………….. 4-10 Mild steel ………………………………..4-11 Stainless steel ………………………………4-11 Aluminum ………………………………..4-12 Mild steel bevel cutting …………………………..4-13 Stainless steel bevel cutting …………………………4-13 Install and Inspect consumables …………………………… 4-14 Install consumables …………………………….4-14 Inspect consumables …………………………….. - Page 13
Coolant flow troubleshooting chart …………………………5-36 Coolant flow tests ………………………………5-37 Before testing ………………………………5-37 Using the Hypertherm flow meter (128933) …………………….. 5-37 Manual pump operation …………………………..5-38 Test 1 – return line …………………………….5-39 Test 2 – supply line at ignition console ……………………..5-39 Test 3 –… - Page 14
Introduction …………………………………..7-1 Wiring Diagram Symbols …………………………….7-1 Discrete output functionality …………………………….7-4 Appendix A HyPERtHERM toRcH coolANt SAFEty DAtA ………………….A-1 1 – Identification of the substance/mixture and of the company undertaking …………….a-2 2 – Hazards identification …………………………….a-2 3 – Composition/information on ingredients ………………………..a-3 4 –… - Page 15
Table of ConTenTs 10 – Stability and reactivity ……………………………..a-5 11 – Toxicological information …………………………..a-5 12 – Ecological information……………………………..a-5 13 – Disposal considerations …………………………..a-6 14 – Transport information …………………………….a-6 15 – Regulatory information …………………………….a-6 16 – Other information ……………………………..a-7 Freezing Point of Propylene Glycol Solution ……………………….a-8 Appendix b cNc INtERFAcE PRotocol ………………………. - Page 16
Table of ConTenTs viii HPR130XD Auto Gas – 806330… - Page 17
Section 1 SAFEty In this section: Recognize safety information …………………………..SC-2 Follow safety instructions …………………………….SC-2 Inspect equipment before using ……………………………SC-2 Responsibility for safety…………………………….SC-2 A plasma arc can damage frozen pipes ……………………….SC-2 Static electricity can damage printed circuit boards ……………………SC-2 Grounding safety ………………………………SC-3 Electrical hazards ………………………………SC-3 Electric shock can kill ………………………………SC-3 Cutting can cause fire or explosion …………………………SC-4… -
Page 18: Safety
Safety DANgER wARNINg cAUtIoN REcogNIzE SAFEty American National Standards Institute (ANSI) guidelines are used INFoRMAtIoN for safety signal words and symbols. The signal word DANGER or The symbols shown in this section are used to identify potential WARNING is used with a safety symbol. DANGER identifies the most hazards.
-
Page 19: Grounding Safety
Safety gRoUNDINg SAFEty Input power work lead Attach the work lead securely to the workpiece or the cutting table with good metal-to-metal contact. Do not connect it to • Make sure to connect the power cord ground wire to the ground in the piece that will fall away when the cut is complete.
-
Page 20: Cutting Can Cause Fire Or Explosion
MAcHINE MotIoN cAN cAUSE INJURy When an original equipment manufacturer (OEM) makes a cutting system by combining Hypertherm equipment with other equipment, the end-use customer and the OEM are responsible for providing protection against the hazardous moving parts of this cutting system. However, we advise the following to prevent operator injury and equipment damage:…
-
Page 21: Compressed Gas Equipment Safety
Safety coMPRESSED gAS EqUIPMENt gAS cylINDERS cAN EXPloDE SAFEty IF DAMAgED • Never lubricate cylinder valves or regulators with oil or grease. Gas cylinders contain gas under high pressure. If damaged, a cylinder • Use only correct gas cylinders, regulators, hoses, and fittings can explode.
-
Page 22: A Plasma Arc Can Cause Injury And Burns
Safety A PlASMA ARc cAN cAUSE INJURy AND bURNS Instant-on torches The plasma arc will cut quickly through gloves and skin. • A plasma arc ignites immediately when the torch switch is activated. • Keep away from the torch tip. • Do not hold metal near the cutting path.
-
Page 23: Noise Can Damage Hearing
Safety NoISE cAN DAMAgE HEARINg Use ear protectors if the noise is disruptive or if there is a risk Cutting with a plasma arc can exceed acceptable noise levels as of hearing damage after all other engineering and administrative defined by local regulations in many applications. Prolonged exposure controls have been implemented.
-
Page 24: Laser Radiation
Safety lASER RADIAtIoN Exposure to the laser beam from a laser pointer can result in serious eye injury. Avoid direct eye exposure. On products that use a laser pointer for alignment, one of the following laser radiation labels has been applied on the product near where the laser beam exits the enclosure.
-
Page 25: Specifications
Section 2 SPEcIFIcAtIoNS In this section: System description ………………………………2-3 General ………………………………..2-3 Power supply ………………………………2-3 Ignition console ………………………………2-3 Selection console ………………………………2-3 Metering console ……………………………….2-3 Torch ………………………………….2-3 Specifications ………………………………..2-4 System gas requirements …………………………..2-4 Power supply ………………………………2-5 Ignition console – 078172 …………………………..2-6 Torch lead junction box (Optional) – 078619 ……………………..2-8 Selection console –…
- Page 26
SpecificationS HPR130XD Auto Gas – 806330… -
Page 27: System Description
SpecificationS System description general HyPerformance plasma systems are designed to cut a wide range of thicknesses of mild steel, stainless steel and aluminum. Power supply The power supply is a 130 A, 150-VDC constant-current supply. It contains the circuitry to ignite a torch, a heat exchanger and pump to cool the torch.
-
Page 28: Specifications
SpecificationS Specifications System gas requirements gas quality and pressure requirements gas type quality Pressure +/- 10% Flow rate oxygen 99.5% pure 793 kPa / 8 bar 4250 l/h 150 scfh Clean, dry, oil-free 115 psi nitrogen 99.99% pure 793 kPa / 8 bar 7080 l/h 250 scfh Clean, dry, oil-free 115 psi…
-
Page 29: Power Supply
SpecificationS Power supply general Maximum OCV (U 311 VDC Maximum output current (I 130 amperes (A) Output voltage (U 50 – 150 VDC Duty cycle rating (X) 100% @ 19.5 kw, 40°C (104°F) Power supplies will operate between -10°C and +40°C Ambient temperature/Duty cycle (+14°°F and 104°F) Power factor (cosϕ)
-
Page 30: Ignition Console — 078172
SpecificationS Ignition console – 078172 • T he ignition console may be mounted locally on the power supply (LHF) or remotely on the cutting table’s bridge (RHF). See Installation section for details. • M aximum cable length from the ignition console to the torch lifter station is 20 m (65 ft). Allow room to remove the top for servicing. • T he ignition console may be mounted horizontally or vertically. 283 mm 11.125 inch 219 mm 8.625 inch 194 mm 9.1 kg 7.625 inch 20 lb 216 mm 8.5 inch…
- Page 31
SpecificationS lHF mounting (local) RHF mounting (remote) Mounted on table Horizontal mounting vertical mounting HPR130XD Auto Gas – 806330… -
Page 32: Torch Lead Junction Box (Optional) — 078619
SpecificationS torch lead junction box (optional) – 078619 • The junction box provides increased installation flexibility by creating a break point in the leads between the ignition console and torch to facilitate easier replacement of torch leads in certain applications. • Maximum combined lead length from the ignition console to the torch must be less than or equal to: • 20 m (65 feet) for HPR130XD / HPR260XD • 15 m (50 feet) for HPR400XD / HPR800XD…
-
Page 33: Selection Console — 078533
SpecificationS Selection console – 078533 • Maximum cable length from the power supply to the selection console is 75 m (250 ft). • Maximum cable length from the selection console to the metering console is 20 m (65 ft). • M ount the selection console on top of the power supply or near the CNC on the cutting table. Allow room to open the top for servicing.
-
Page 34: Metering Console — 078535
SpecificationS Metering console – 078535 • M aximum cable length from the metering console to the torch lifter station is 1.8 m (6 ft). • M ount the metering console to the torch carriage on larger tables. On smaller tables it can be mounted to a bracket just above the bridge. • The vent hole on the console must be kept clear at all times. 155.58 mm 285.75 mm 6.125 inch 11.25 inch 263.53 mm 10.375 inch Vent hole.
-
Page 35: Torch — 228520
SpecificationS torch – 228520 • T he outside diameter of the torch mounting sleeve is 50.8 mm (2.0 inches). • T he minimum bend radius for the torch leads is 152.4 mm (6.0 inches). 1.8 m 6 ft 49 mm 1.91 inch 193 mm 7.59 inch 104 mm 4.10 inch 51 mm 51 mm 57 mm 2.00 inch 2 inch 2.25 inch 95 mm 3.74 inch 43°…
-
Page 36: Iec Symbols
SpecificationS IEc symbols The following symbols may appear on the power supply data plate, control labels, switches, LEDs, and LCD screen. Power is ON Direct current (DC) Power is OFF Alternating current (AC) An inverter-based power source, either 1-phase or Plasma torch cutting 3-phase Volt/amperage curve, “droop-…
-
Page 37: Symbols And Marks
SpecificationS Symbols and Marks Your product may have one or more of the following markings on or near the data plate. Due to differences and conflicts in national regulations, not all marks are applied to every version of a product. S mark The S mark indicates that the power supply and torch are suitable for operations carried out in environments with increased hazard of electrical shock according to IEC 60974-1.
- Page 38
SpecificationS 2-14 HPR130XD Auto Gas – 806330… -
Page 39: Installation
Section 3 INStAllAtIoN In this section: Upon receipt …………………………………3-3 Claims …………………………………….3-3 Installation requirements……………………………..3-3 Noise levels …………………………………..3-3 Placement of system components ……………………………3-3 Torque specifications …………………………….3-3 Installation requirements……………………………..3-4 System components …………………………….3-5 Cables and hoses ……………………………..3-5 Supply gas hoses ………………………………3-5 Customer-supplied power cable …………………………3-5 Recommended grounding and shielding practices ………………………3-6 Introduction …………………………………..3-6 Types of grounding …………………………….3-6…
- Page 40
InstallatIon Examples of output circuits ………………………….. 3-26 Examples of input circuits …………………………..3-27 Remote ON/OFF switch (provided by customer) ……………………… 3-28 Torch lead assembly ………………………………3-29 Torch lead junction box (Optional)…………………………3-30 Install the junction box …………………………… 3-31 Work lead ………………………………….. 3-36 Torch connections ……………………………… -
Page 41: Upon Receipt
– If your unit was damaged during shipment, you must file a claim with the carrier. Hypertherm will furnish you with a copy of the bill of lading upon request. If you need additional assistance, call Customer Service listed in the front of this manual, or your authorized Hypertherm distributor.
-
Page 42: Installation Requirements
InstallatIon Installation requirements HPR130XD Auto Gas – 806330…
-
Page 43: System Components
InstallatIon System components Power supply Ignition console Metering console Selection consolee Torch cables and hoses Pilot arc lead Negative lead Ignition console power cable Ignition console coolant hoses Gas control cable Gas power cable Selection console to metering console hose and lead assembly CNC interface cable Optional CNC interface cable for systems with multiple power supplies Torch lead assembly…
-
Page 44: Recommended Grounding And Shielding Practices
Note: The grounding practices in this section have been used on many installations with excellent results, and grounding practices Hypertherm recommends that these practices be a routine part of the installation process. The actual methods used to implement these practices may vary from system to system, but should remain as consistent as possible.
- Page 45
9. Each Hypertherm component, as well as any other CNC or motor drive cabinet or enclosure, must have a separate ground cable to the common (star) ground on the table. This includes the ignition console, whether it is bolted to the plasma system or to the cutting table. - Page 46
InstallatIon The following picture shows an example of a cutting table ground bus. The components shown here may differ from your system. Gantry ground bus Ground rod Plasma system lead (+) Remote high frequency (RHF) console CNC enclosure Torch holder Plasma system chassis The following picture shows an example of a gantry ground bus. -
Page 47: Grounding Diagram
InstallatIon grounding diagram The following diagram shows an example of grounding the components in a plasma cutting system. grounding diagram Chassis and RFI ground AC earth ground Cutting table 8, 9 System-specific component such as metering console, gas console, or selection console Gantry CNC chassis Plasma system…
- Page 48
InstallatIon 3-10 HPR130XD Auto Gas – 806330… -
Page 49: Placement Of The Power Supply
InstallatIon Placement of the power supply DANgER ElEctRIc SHock cAN kIll Remove all electrical connections to power supply before moving or positioning. transporting unit can cause personal injury and equipment damage. The power supply can be moved by forklift but the forks must be long enough to extend the entire length of the base. Take care when lifting so that the underside of the power supply is not damaged.
-
Page 50: Install The Ignition Console
InstallatIon Install the ignition console • M ount the ignition console on the gantry (bridge) for the RHF configuration. • M ount the ignition console on the power supply for the LHF configuration. • Allow room to remove the top for servicing. 32 mm 184 mm 1.25 inch…
- Page 51
InstallatIon Horizontal RHF mounting vertical RHF mounting lHF mounting HPR130XD Auto Gas – 806330 3-13… -
Page 52: Install The Metering Console
InstallatIon Install the metering console • M ount the metering console near the torch lifter station. The maximum length of the gas hoses between the metering console and the torch is 1.8 m (6 ft). Metering console grounding Vent hole: Do not block 153.9 mm 6.1 inch…
-
Page 53: Placement Of The Selection Console
InstallatIon Placement of the selection console • M ount the selection console near the cutting table. Allow room to remove the top and right side cover for servicing. Preferred orientation is shown in the figure below. The maximum length of cables between the power supply and selection console is 75 m (250 ft).
-
Page 54: Power Supply To Ignition Console Leads
InstallatIon Power supply to ignition console leads Pilot arc lead I/O board Ignition console Part no. length Part no. length 123683* 1.5 m (5 ft) 123823 20 m (65 ft) 123820 3 m (10 ft) 123735 25 m (82 ft) 123821 4.5 m (15 ft) 123668…
- Page 55
InstallatIon Work lead Negative lead Pilot arc lead Pilot arc lead Negative lead HPR130XD Auto Gas – 806330 3-17… -
Page 56: Ignition Console Power Cable
InstallatIon Ignition console power cable Cable signal list – power supply to ignition console Power supply end Ignition console end Pin No. Description Pin No. 120 Vac-hot Part no. length Part no. length 120 Vac-return 123865* 2.1 m (7 ft) 123836 20 m (65 ft) Ground…
-
Page 57: Ignition Console Coolant Hoses
InstallatIon Ignition console coolant hoses caution: Never use PtFE tape on any joint preparation. green Part no. length Part no. length 228030* 0.7 m (2.5 ft) 128984 20 m (65 ft) 028652 3 m (10 ft) 128078 25 m (85 ft) 028440 4.5 m (15 ft) 028896…
-
Page 58: Power Supply To Selection Console Cables
InstallatIon Power supply to selection console cables control cable Part no. length Part no. length 123784* 3 m (10 ft) 123841 20 m (65 ft) 123839 4.5 m (15 ft) 123737 25 m (82 ft) 123963 6 m (20 ft) 123738 35 m (115 ft) 123691…
- Page 59
InstallatIon J300 J103 Male Female HPR130XD Auto Gas – 806330 3-21… -
Page 60: Selection Console To Metering Console Connections
InstallatIon Selection console to metering console connections cable and gas hose assembly Part no. length 128992 3 m (10 ft) 128993 4.5 m (15 ft) 128952 7.5 m (25 ft) 128994 10 m (35 ft) 128930 15 m (50 ft) 128995 20 m (65 ft) Power cable signal list –…
- Page 61
InstallatIon caution: Never use PtFE tape on any joint preparation. HPR130XD Auto Gas – 806330 3-23… -
Page 62: Power Supply To Cnc Interface Cable
InstallatIon Power supply to cNc interface cable Part no. length Part no. length Part no. length 123210 3 m (10 ft) 123216 13.5 m (45 ft) 123742 35 m (115 ft) 123211 4.5 m (15 ft) 123023 15 m (50 ft) 123219 37.5 m (125 ft) 123212…
-
Page 63: Notes To Cnc Interface Cable Run List
InstallatIon Notes to cNc interface cable run list Note 1. Inputs are optically isolated. They require 24 VDC at 7.3 mA, or dry-contact closure. The external relay’s life may be improved by adding a metallized-polyester capacitor (0.022µF 100 V or higher) in parallel with the relay contacts.
-
Page 64: Examples Of Output Circuits
InstallatIon Examples of output circuits 1. Logic interface, active-high 5 VDC-24 VDC CNC/PLC (optional) High-impedance (≤10 mA) 2. Logic interface, active-low 5 VDC-24 VDC (optional) CNC/PLC High-impedance (≤10 mA) 3. Relay interface CNC +24 V CNC +24 V +24 VDC °t Install a Jumper…
-
Page 65: Examples Of Input Circuits
InstallatIon Examples of input circuits Note: The external relay’s life may be improved by adding a metallized-polyester capacitor (0.022µF 100 V or higher) in parallel with the relay contacts. 1. Relay interface +24 VDC Output from CNC/PLC External relay (AC or DC) Power ground 2.
-
Page 66: Remote On/Off Switch (Provided By Customer)
InstallatIon Remote oN/oFF switch (provided by customer) DANgER ElEctRIc SHock cAN kIll Disconnect electrical power before performing any maintenance. See the Safety Section in this Manual for more safety precautions. 1. Locate terminal block 2 (TB2) in the power supply. tb2 location 2.
-
Page 67: Torch Lead Assembly
InstallatIon torch lead assembly Part no. length 228291 2 m (6 ft) 228292 3 m (10 ft) 228293 4.5 m (15 ft) 228294 6 m (20 ft) 228295 7.5 m (25 ft) 228296 10 m (35 ft) 228297 15 m (50 ft) 228547 20 m (65 ft) Blue…
-
Page 68: Torch Lead Junction Box (Optional)
InstallatIon torch lead junction box (optional) Note: See the Parts list for part numbers caution: total lead length from the ignition console to the torch must be less than or equal to: 20 m (65 feet) for HPR130XD / HPR260XD 15 m (50 feet) for HPR400XD / HPR800XD Metering console Ignition console…
-
Page 69: Install The Junction Box
InstallatIon Install the junction box 1. Remove the cover fom the junction box 2. Mount the junction box near the cutting location. (See Specification – for Junction box mounting dimensions) Note: Allow space to install and remove the cover of the box for servicing. 3.
-
Page 70: Connect The Leads
InstallatIon connect the leads Note: Do not overtighten the connections Junction box to the ignition console 1. Connect one end of the junction box lead to the junction box. Note: the lead can go in either end of the junction box. From the ignition console Coolant supply hose (green) Pilot arc lead (yellow)
- Page 71
InstallatIon 2. Connect the other end of the junction box lead to the ignition console. Coolant supply hose (green) Pilot arc lead (yellow) Coolant return hose (red) HPR130XD Auto Gas – 806330 3-33… - Page 72
InstallatIon lead from the torch to the junction box 1. Connect the lead from the torch to the junction box. From the ignition console From the torch Coolant supply hose (green) Pilot arc lead (yellow) Coolant return hose (red) 2. Install the junction box cover. 3-34 HPR130XD Auto Gas –… - Page 73
InstallatIon 3. Connect the torch hoses to the metering console. Metering console Junction box Plasma gas vent hose (white) Plasma gas hose (black) Shield hose (blue) HPR130XD Auto Gas – 806330 3-35… -
Page 74: Work Lead
InstallatIon work lead Work table Power supply Part no. length Part no. length 123661 3 m (10 ft) 123734 25 m (82 ft) 123813 4.5 m (15 ft) 123664 35 m (115 ft) 123662 7.5 m (25 ft) 123665 45 m (150 ft) 123814 10 m (35 ft) 123778…
-
Page 75: Torch Connections
InstallatIon torch connections connect the torch to the torch lead assembly 1. Uncoil the first 2 meters (6.5 ft) of the leads on a flat surface. 2. Hold the torch assembly in place with the spanner wrench (104269) and remove the mounting sleeve from the torch assembly.
- Page 76
InstallatIon 5. Connect the pilot arc lead (yellow). Insert the connector into the torch receptacle and turn it by hand until it is tight. 6. Connect the optional ohmic contact wire. 6a. Route the ohmic contact wire through the opening in the braided cover and the torch sleeve. Sleeve Braided cover 6b. - Page 77
InstallatIon 7. Connect the plasma-gas vent hose (white). Note: The connectors in steps 7–10 are push-to-connect fittings. To make a connection, push the hose fitting into the appropriate connector until it stops, 13 mm (0.5 in.). connector-collar 8. Connect the coolant supply hose (green). To disconnect a fitting, push the connector-collar toward the torch, and pull the hose… - Page 78
InstallatIon 11. Slide the torch sleeve over the connections and screw it onto the torch assembly. 12. Slide the braided cover up to the torch sleeve. Make sure that the plasma, shield and vent hoses are routed through the hole in the braided cover. Loosen the hose clamp on the braided cover, slide the braided cover and clamp over the sleeve and tighten the clamp. -
Page 79: Connect The Torch To The Quick-Disconnect
InstallatIon connect the torch to the quick-disconnect Apply a thin film of silicone lubricant to each o-ring Torch body Torch quick-disconnect receptacle 220706 220705 Installation note Align the torch body to the torch leads and secure by screwing completely together. Be certain that there is no space between the torch body and the o-ring on the torch leads.
-
Page 80: Torch Mounting And Alignment
InstallatIon torch mounting and alignment Mounting the torch Installation Install the torch (with torch leads attached) in the torch mounting bracket. Upper torch sleeve Position the torch below mounting bracket, so that the bracket is around the lower portion of the torch sleeve Torch mounting Lower…
-
Page 81: Torch Lifter Requirement
5080 mm/min (200 ipm) with positive braking. A unit which drifts through the stop point is not acceptable. Hypernet Hypernet is only used to connect certain Hypertherm components to each other. An HPRXD system can be connected to the ArcGlide ®…
-
Page 82: Power Requirements
InstallatIon Power requirements general All switches, slow-blow fuses and power cables are customer-supplied and must be chosen as outlined by applicable national and local electrical codes. Installation must be performed by a licensed electrician. Use a separate, primary, line disconnect switch for the power supply. Recommendations on fuse and circuit breaker sizing are listed below, however actual sizes required will vary based on individual site electrical line conditions (including but not limited to source impedance, line impedance, and line voltage fluctuation), product inrush characteristics, and regulatory requirements.
-
Page 83: Line Disconnect Switch
InstallatIon line disconnect switch The line disconnect switch serves as the supply-voltage disconnecting (isolating) device. Install this switch near the power supply for easy access by the operator. Installation must be performed by a licensed electrician and according to applicable national and local codes.
-
Page 84: Connect The Power
InstallatIon connect the power DANgER ElEctRIc SHock cAN kIll the line disconnect switch must be in the oFF position before making the power cable connections. In the U.S., use a “lock-out/tag-out” procedure until installation is complete. In other countries, follow appropriate national and local safety procedures. 1.
-
Page 85: Torch Coolant Requirements
Ambient temperature – The temperature of the room in which the chiller is being used. Premixed coolant for standard operating temperatures Use Hypertherm premixed coolant (028872) when operating in an ambient temperature range of -12° C to 40° C (10° F to 104° F). Refer to the custom coolant mix recommendations, if temperatures during operation are ever outside of this range.
-
Page 86: Custom Coolant Mix For Cold Operating Temperatures
Use the chart below to determine what percentage of propylene glycol to use in the mixture. Mix 100% glycol (028873) with the premixed Hypertherm coolant (028872) to increase the percentage of glycol. The 100% glycol solution can also be mixed with purifi ed water (see next page for water purity requirements) to achieve the required protection from freezing.
-
Page 87: Custom Coolant Mix For Hot Operating Temperatures
InstallatIon custom coolant mix for hot operating temperatures custom coolant mix for hot operating temperatures (above 38° c / 100° F) Treated water (with no propylene glycol) can only be used as coolant when ambient temperatures are never below 0° C water purity requirements (32°…
-
Page 88: Fill The Power Supply With Coolant
InstallatIon Fill the power supply with coolant The system will take 11.4 – 15.1 liters (3 to 4 gallons) of coolant depending on the length of the torch leads and whether the system has a local or remote ignition console. caution: Using the wrong coolant can cause damage to the system.
-
Page 89: Gas Requirements
InstallatIon gas requirements The customer must furnish all gases and gas-supply regulators for the system. Use a high-quality, 2-stage pressure regulator located within 3 m (10 ft) of the selection console. See Gas regulators in this section for recommendations. See the Specification section for gas and flow specifications. See Supply gas hoses at the end of this section for recommendations.
-
Page 90: Gas Regulators
Use a high-quality, 2-stage, gas regulator to maintain consistent gas supply pressure from high pressure gas cylinders. The high-quality gas regulators listed below are available from Hypertherm and meet U.S. Compressed Gas Association (CGA) specifications. In other countries, select gas regulators that conform to national and local codes.
-
Page 91: Supply Gas Plumbing
FIRE oR EXPloSIoN cutting with oxygen as the plasma gas can cause a potential fire hazard due to the oxygen-enriched atmosphere that it creates. As a precaution, Hypertherm recommends that an exhaust ventilation system be installed when cutting with oxygen.
-
Page 92: Connect The Supply Gases
InstallatIon connect the supply gases Connect the supply gases to the selection console. Torch leads must be purged between gas changes. caution: Synthetic lubricants containing esters that are used in some air compressors will damage polycarbonates used in the air regulator bowl. Fitting Size / Ar…
-
Page 93: Supply Gas Hoses
InstallatIon Supply gas hoses oxygen hose caution: Never use PtFE tape on any joint preparation. Part no. length Part no. length 024607 3 m (10 ft) 024738 25 m (82 ft) 024204 4.5 m (15 ft) 024450 35 m (115 ft) 024205 7.5 m (25 ft) 024159…
- Page 94
InstallatIon 3-56 HPR130XD Auto Gas – 806330… -
Page 95: Operation
Section 4 oPERAtIoN In this section: Daily start-up …………………………………4-3 Check torch ………………………………..4-3 Power indicators ………………………………..4-4 General ………………………………..4-4 Power supply ………………………………4-4 Selection console ………………………………4-4 Metering console ……………………………….4-4 CNC controller requirements …………………………….4-5 Base required elements ……………………………4-5 Required real time elements ……………………………4-5 Required diagnostic elements …………………………4-5 CNC screen examples ………………………………4-6 Main (control) screen …………………………….4-6 Diagnostics screen …………………………….4-7…
- Page 96
OperatiOn Maintenance kit ………………………………. 4-17 Torch connections ………………………………4-18 Replace torch water tube …………………………….4-18 Common cutting faults …………………………….4-19 How to optimize cut quality ……………………………. 4-20 Tips for table and torch …………………………..4-20 Plasma set-up tips…………………………….4-20 Maximize the life of consumable parts ……………………….. 4-20 Additional factors of cut quality ………………………… -
Page 97: Daily Start-Up
OperatiOn Daily start-up Prior to start-up, ensure that your cutting environment and that your clothing meet the safety requirements outlined in the Safety section of this manual. check torch DANgER ElEctRIc SHock cAN kIll before operating this system, you must read the Safety section thoroughly. turn oFF the power supply’s main disconnect switch before proceeding with the following steps.
-
Page 98: Power Indicators
OperatiOn Power indicators general Power for the system is controlled by the CNC. The power supply, selection console and metering console each have an LED lamp that illuminates when power is supplied to the component. Power supply green indicator Selection console green indicator Metering console HPR130XD Auto Gas –…
-
Page 99: Cnc Controller Requirements
OperatiOn cNc controller requirements base required elements The following elements should be able to be displayed and adjusted on the CNC for setup and basic system information. The plasma system needs this group for basic setup and operation capability. 1. Remote ON/OFF 2.
-
Page 100: Cnc Screen Examples
OperatiOn cNc screen examples The screens shown are for reference. The screens you work with may be different, but should include the functions listed on the previous page. Main (control) screen HPR130XD Auto Gas – 806330 Revision 2…
-
Page 101: Diagnostics Screen
OperatiOn Diagnostics screen HPR130XD Auto Gas – 806330 Revision 2…
-
Page 102: Test Screen
OperatiOn test screen HPR130XD Auto Gas – 806330 Revision 2…
-
Page 103: Cut Chart Screen
OperatiOn cut chart screen HPR130XD Auto Gas – 806330 Revision 2…
-
Page 104: Consumable Selection
OperatiOn consumable selection Standard cutting (0°) Most of the consumables on the following pages are designed for standard (straight) cutting, when the torch is perpendicular to the workpiece. bevel cutting (0° to 45°) Consumables for 130 A and 260 A bevel cutting are specifically designed for bevel cutting. 400 A consumables can be used for standard cutting and bevel cutting, but bevel-specific, 400 A cut charts are provided for convenience.
-
Page 105: Mild Steel
OperatiOn Mild steel Nozzle water Shield cap Shield retaining cap Nozzle Swirl ring Electrode tube 30 A 220194 220754 220193 220180 220192 50 A 220555 220754 220554 220553 220552 220340 220747 80 A 220189 220756 220188 220179 220187 130 A 220183 220756 220182 220179…
-
Page 106: Aluminum
OperatiOn Aluminum Nozzle water retaining cap Shield cap Shield Nozzle Swirl ring Electrode tube 45 A 220202 220756 220201 220180 220308 220340 220747 130 A 220198 220755 (H35) 220197 220179 220307 (H35) 220756 (Air) 220181 (Air) 4-12 HPR130XD Auto Gas – 806330 Revision 2…
-
Page 107: Mild Steel Bevel Cutting
OperatiOn Mild steel bevel cutting Nozzle retaining cap Shield Nozzle Swirl ring Shield cap Electrode water tube 80 A 220637 220742 220845 220806 220179 220802 220700 130 A 220637 220742 220740 220646 220179 220649 220700 Stainless steel bevel cutting Nozzle Shield cap Shield Nozzle…
-
Page 108: Install And Inspect Consumables
OperatiOn Install and Inspect consumables wARNINg the system is designed to go into an idle mode if the retaining cap is removed. However, Do Not cHANgE coNSUMAblE PARtS wHIlE IN tHE IDlE MoDE. Always disconnect power to the power supply before inspecting or changing torch consumable parts. Use gloves when removing consumables.
-
Page 109: Inspect Consumables
OperatiOn Inspect consumables Inspect look for Action Shield cap Erosion, missing material Replace shield cap Cracks Replace shield cap Burned surface Replace shield cap Shield general: Erosion or missing material Replace shield Molten material attached Replace shield Blocked gas holes Replace shield center hole: Must be round…
- Page 110
OperatiOn Inspect look for Action Swirl ring general: Chips or cracks Replace swirl ring Blocked gas holes Replace swirl ring Dirt or debris Clean and check for damage; replace when damaged o-rings: Damage Replace swirl ring Lubricant Apply a thin film of silicone lubricant if the o-rings are dry Electrode center surface:… -
Page 111: Torch Maintenance
Maintenance kit Even with proper care, the o-rings at the rear of the torch will need to be replaced periodically. Hypertherm provides a kit (128879) of replacement parts. Kits should be kept in stock and be used as part of your routine maintenance schedule.
-
Page 112: Torch Connections
OperatiOn torch connections Plasma vent Shield gas Ohmic Pilot arc contact Coolant return Coolant return Plasma gas Coolant in Coolant in torch torch quick-disconnect receptacle Note: The coolant in and the coolant return lines in the quick-disconnect are in opposite positions from the torch coolant lines.
-
Page 113: Common Cutting Faults
OperatiOn common cutting faults • T orch pilot arc will initiate, but will not transfer. Causes can be: Work cable connection on the cutting table is not making good contact. Malfunction in the system. See Section 5. Torch-to-work distance is too high. •…
-
Page 114: How To Optimize Cut Quality
Follow carefully each step in the Daily start-up procedure described earlier in this section. Purge the gas lines before cutting. Maximize the life of consumable parts Hypertherm’s LongLife ® process automatically “ramps up” the gas and current flows at the start and ramps them down at the end of each cut, to minimize erosion of the electrode’s center surface.
-
Page 115: Additional Factors Of Cut Quality
OperatiOn Additional factors of cut quality cut angle Note: The squarest cut angle will be on the right side with respect to the forward motion of the torch. Note: To determine whether a cut-angle problem is being caused by the plasma system or the drive system, make a test cut and measure the angle of each side.
- Page 116
OperatiOn Dross Low-speed dross forms when the torch’s cutting speed is too slow and the arc shoots ahead. It forms as a heavy, bubbly deposit at the bottom of the cut and can be removed easily. Increase the speed to reduce the dross. High-speed dross forms when the cutting speed is too fast and the arc lags behind. -
Page 117: Additional Improvements
• D ifferent material chemistries can have an adverse effect on the pierce capability of the system. In particular, high-strength steel and steel with a high manganese or silicon content can reduce the maximum pierce capability. Hypertherm calculates mild steel pierce parameters with certified A-36 plate. • I f the system has difficulty piercing a specific material or thickness, increasing the shield preflow pressure can help in some cases.
-
Page 118: Cut Charts
Recommendations Hypertherm develops stainless steel processes using SAE grade 304L. When cutting other grades of stainless steel, you may need to adjust the cut chart parameters to obtain optimal cut quality. In order to reduce the amount of dross, the first recommended adjustment is to adjust the cut speed.
- Page 119
Hypertherm has developed the following processes specifically for cutting mild steel in the 3 mm to 25 mm (0.135 to 1 inch) range of thicknesses. These cut chart settings offer a set of optimal parameters for each thickness and are designed to achieve: • Minimum angle deviation… - Page 120
HPRXD Bevel Compensation Cut Charts white paper (part number 807830), which can be found in the “Downloads library” on the Hypertherm website at www.hypertherm.com. -
Page 121: Bevel Cutting Definitions
OperatiOn bevel cutting definitions Bevel angle The angle between the center line of the torch and a line that is perpendicular to the workpiece. If the torch is perpendicular to the workpiece, the bevel angle is zero. The maximum bevel angle is 45°. Nominal thickness The vertical thickness of the workpiece.
- Page 122
Hypertherm has developed underwater cut charts for 80 A, 130 A, 200 A, 260 A, and 400 A mild steel processes. These underwater cut charts are designed to produce optimal results for cutting mild steel up to 75 mm (3 inches) below the surface of the water. - Page 123
THC setup parameters. Refer to the instruction manuals for your Hypertherm CNC and THC systems for more details on setting the stall force threshold or on disabling ohmic contact. Alternative CNCs and THC systems can also be set up for underwater cutting. -
Page 124: Estimated Kerf-Width Compensation
OperatiOn Estimated kerf-width compensation The widths in the chart below are for reference. Differences between installations and material composition may cause actual results to vary from those shown in the table. Note: N/A = not available Metric thickness (mm) Process Mild steel 130A O / Air…
- Page 125
OperatiOn Estimated kerf-width compensation – continued English thickness (inches) 0.060 0.135 5/16 1-1/4 1-1/2 Process Mild steel 130A O / Air 0.066 0.071 0.076 0.080 0.083 0.089 0.104 0.135 0.167 0.181 80A O / Air 0.054 0.068 0.070 0.075 0.080 0.084 0.102 50A O… - Page 126
OperatiOn 4-32 HPR130XD Auto Gas – 806330 Revision 2… - Page 127
OperatiOn HPR130XD Auto Gas – 806330 Revision 2 4-33… - Page 128
OperatiOn 4-34 HPR130XD Auto Gas – 806330 Revision 2… - Page 129
OperatiOn HPR130XD Auto Gas – 806330 Revision 2 4-35… - Page 130
OperatiOn Mild steel Flow rates – lpm/scfh Plasma / O Shield Preflow 0 / 0 43 / 90 30 A Cutflow 25 / 52 0 / 0 Note: Air must be connected to use this process. It is used as the preflow gas. 220747 220194 220754… - Page 131
OperatiOn Mild steel Flow rates – lpm/scfh Plasma / O Shield Preflow 0 / 0 43 / 90 50 A Cutflow 25 / 52 0 / 0 Note: Air must be connected to use this process. It is used as the preflow gas. 220747 220555 220754… - Page 132
OperatiOn Mild steel Flow rates – lpm/scfh Plasma / Air Shield Preflow 0 / 0 76 / 161 80 A Cutflow 23 / 48 41 / 87 220747 220189 220756 220188 220179 220187 220340 Metric Select Material Torch-to-Work Cutting Initial Pierce Pierce Delay Gases Preflow… - Page 133
OperatiOn Mild steel bevel cutting Flow rates – lpm/scfh Plasma / Air Shield Preflow 0 / 0 47 / 100 80 A Cutflow 23 / 48 47 / 100 220637 220742 220845 220806 220179 220802 220700 Metric Equivalent Select Minimum Torch-to-Work Cutting Initial Pierce… - Page 134
OperatiOn Flow rates – lpm/scfh Preflow 0 / 0 76 / 161 Mild steel underwater cutting Cutflow 23 / 48 41 / 87 No more than 75 mm (3 in) below the surface of the water Plasma / Air Shield 80 A 220747 220189… - Page 135
OperatiOn Mild steel Flow rates – lpm/scfh Plasma / Air Shield Preflow 0 / 0 102 / 215 130 A Cutflow 33 / 70 45 / 96 220747 220183 220756 220182 220179 220181 220340 Metric Select Material Torch-to-Work Cutting Initial Pierce Pierce Delay Gases Preflow… - Page 136
OperatiOn Mild steel bevel cutting Flow rates – lpm/scfh Plasma / Air Shield Preflow 0 / 0 64 / 135 130 A Cutflow 33 / 70 45 / 96 220742 220740 220646 220179 220649 220700 220637 Note: Bevel angle range is 0° to 45°. Metric Equivalent Select… - Page 137
OperatiOn Flow rates – lpm/scfh Preflow 0 / 0 102 / 215 Mild steel underwater cutting Cutflow 33 / 70 45 / 96 No more than 75 mm (3 in) below the surface of the water Plasma / Air Shield 130 A 220747 220183… - Page 138
OperatiOn Stainless steel Flow rates – lpm/scfh Plasma / N Shield Preflow 24 / 51 45 A Cutflow 75 / 159 220747 220202 220755 220201 220180 220308 220340 Metric Select Material Torch-to-Work Cutting Initial Pierce Pierce Delay Gases Preflow Cutflow thickness Voltage Distance… - Page 139
OperatiOn Stainless steel Flow rates – lpm/scfh F5 Plasma / N Shield Preflow 0 / 0 43 / 91 45 A Cutflow 8 / 17 65 / 138 220747 220202 220755 220201 220180 220308 220340 Metric Select Material Torch-to-Work Cutting Initial Pierce Pierce Delay Gases… - Page 140
OperatiOn Stainless steel HDi Flow rates – lpm/scfh F5 Plasma / N Shield Preflow 0 / 0 76 / 160 60 A Cutflow 20 / 42 58 / 122 220747 220815 220814 220847 220180 220339 220340 Metric Select Material Torch-to-Work Cutting Initial Pierce Pierce Delay… - Page 141
OperatiOn Stainless steel Flow rates – lpm/scfh F5 Plasma / N Shield Preflow 0 / 0 67 / 142 80 A Cutflow 31 / 65 87 / 185 220747 220338 220755 220337 220179 220339 220340 Metric Select Material Torch-to-Work Cutting Initial Pierce Pierce Delay Gases… - Page 142
OperatiOn Stainless steel Flow rates – lpm/scfh Plasma / N Shield Preflow 97 / 205 130 A Cutflow 79 / 168 220179 220747 220198 220756 220197 220307 220340 Metric Select Material Torch-to-Work Cutting Initial Pierce Pierce Delay Gases Preflow Cutflow thickness Voltage Distance… - Page 143
OperatiOn Stainless steel Flow rates – lpm/scfh H35 Plasma / N Shield Preflow 0 / 0 76 / 160 130 A Cutflow 26 / 54 68 / 144 220179 220747 220198 220755 220197 220307 220340 Metric Select Material Torch-to-Work Cutting Initial Pierce Pierce Delay Gases… - Page 144
OperatiOn Stainless steel Flow rates – lpm/scfh H35 and N Plasma / N Shield Preflow 0 / 0 97 / 205 130 A Cutflow 13 / 28 71 / 150 220179 220747 220198 220755 220197 220307 220340 Metric Pierce Select Material Torch-to-Work Cutting… - Page 145
OperatiOn Stainless steel bevel cutting Flow rates – lpm/scfh Plasma / N Shield Preflow 97 / 205 130 A Cutflow 125 / 260 220637 220738 220739 220656 220179 220606 220571 Note: Bevel angle range is 0° to 45°. Metric Equivalent Select Minimum Torch-to-Work… - Page 146
OperatiOn Stainless steel bevel cutting Flow rates – lpm/scfh H35 Plasma / N Shield Preflow 0 / 0 90 / 190 130 A Cutflow 26 / 54 114 / 240 220637 220738 220739 220656 220179 220606 220571 Note: Bevel angle range is 0° to 45°. Metric Equivalent Select… - Page 147
OperatiOn Stainless steel bevel cutting Flow rates – lpm/scfh H35 and N Plasma / N Shield Preflow 0 / 0 97 / 205 130 A Cutflow 13 / 28 120 / 250 220637 220738 220739 220656 220179 220606 220571 Note: Bevel angle range is 0° to 45°. Metric Pierce Equivalent… - Page 148
OperatiOn Aluminum Flow rates – lpm/scfh Air Plasma / Air Shield Preflow 45 / 95 45 A Cutflow 78 / 165 220747 220202 220756 220201 220180 220308 220340 Metric Select Material Torch-to-Work Cutting Initial Pierce Pierce Delay Gases Preflow Cutflow thickness Voltage Distance… - Page 149
OperatiOn Aluminum Flow rates – lpm/scfh Air Plasma / Air Shield Preflow 73 / 154 130 A Cutflow 78 / 165 220747 220198 220756 220197 220179 220181 220340 Metric Select Material Torch-to-Work Cutting Initial Pierce Pierce Delay Gases Preflow Cutflow thickness Voltage Distance… - Page 150
OperatiOn Aluminum Flow rates – lpm/scfh H35 Plasma / N Shield Preflow 0 / 0 76 / 160 130 A Cutflow 26 / 54 68 / 144 220747 220198 220755 220197 220179 220307 220340 Metric Select Material Torch-to-Work Cutting Initial Pierce Pierce Delay Gases Preflow… - Page 151
OperatiOn Aluminum Flow rates – lpm/scfh H35 and N Plasma / N Shield Preflow 0 / 0 97 / 205 130 A Cutflow 13 / 28 71 / 150 220747 220198 220755 220197 220179 220307 220340 Metric Pierce Select Material Torch-to-Work Cutting Initial Pierce… - Page 152
OperatiOn 4-58 HPR130XD Auto Gas – 806330 Revision 2… -
Page 153: Maintenance
Section 5 MAINtENANcE In this section: Introduction …………………………………..5-3 Routine maintenance………………………………5-3 System description ………………………………5-4 Power and signal cables …………………………..5-4 Sequence of operation ……………………………….5-5 Gas system purge cycle ……………………………..5-6 Gas system valve usage ……………………………..5-6 Marking process ………………………………5-8 PCB block diagram ………………………………5-9 Error codes ………………………………… 5-10 Error code troubleshooting –…
- Page 154
Coolant flow troubleshooting chart …………………………5-36 Coolant flow tests ………………………………5-37 Before testing ………………………………5-37 Using the Hypertherm flow meter (128933) …………………….. 5-37 Manual pump operation …………………………..5-38 Test 1 – return line …………………………….5-39 Test 2 – supply line at ignition console ……………………..5-39 Test 3 –… -
Page 155: Introduction
Maintenance Introduction Hypertherm assumes that the service personnel performing the troubleshooting testing are high-level electronic service technicians who have worked with high-voltage electro-mechanical systems. Knowledge of final isolation troubleshooting techniques is also assumed. In addition to being technically qualified, maintenance personnel must perform all testing with safety in mind.
-
Page 156: System Description
Maintenance System description Power and signal cables Power cable: Provides 120 VAC to the selection console. CAN bus signal cable: Provides process and status signals between the power supply and the selection console. Power cable: Provides 120 VAC to the ignition console. Power cable: Provides 120 VAC to the metering console.
-
Page 157: Sequence Of Operation
Maintenance Sequence of operation 1. Power-up – The system verifies that all of these signals are off at power-up Coolant flow off Chopper current off Transfer off Phase-loss off Chopper 1 overtemp off Magnetics overtemp off Coolant overtemp off Plasma start off 2.
-
Page 158: Gas System Purge Cycle
Maintenance gas system purge cycle When the system is turned on, or the operator changes from one cut process to another, the system automatically goes through a purge cycle. The purge cycle has 2 stages; a preflow purge and a cutflow purge. The preflow purge gas is turned for 8 seconds with an auto gas console, or 12 seconds with a manual gas console.
- Page 159
Maintenance F5 / N Metering console Selection console control board process control board 38 39 28 10 11 12 13 15 16 number Preflow Cutflow SV14 H35 / N Metering console Selection console control board process control board 38 39 28 10 11 12 13 15 16 number… -
Page 160: Marking Process
Maintenance Marking process The valves that are active when marking are represented by the tables below. The active valves in the metering console will differ depending on what process was used before marking. Valves active when changing from a process that does not use a fuel gas Metering console Selection console control board control board…
-
Page 161: Pcb Block Diagram
Maintenance Pcb block diagram HPR130XD Auto Gas – 806330…
-
Page 162: Error Codes
Maintenance Error codes Error codes are displayed on the CNC screen. The diagnostic screen shown below is for reference. The screens you work with may be different, but should include the functions described in the Operation section of this manual. 5-10 HPR130XD Auto Gas –…
-
Page 163: Error Code Troubleshooting — Error Codes 000 To 018
Maintenance Error code troubleshooting – error codes 000 to 018 Error code Name Description corrective action number No error System is ready to run. None needed. The flow switch is tested when the pump restarts after a pump timeout Flow switch (30 minutes without a Wait 10 seconds for the flow rate to stabilize.
-
Page 164: Error Code Troubleshooting — Error Codes 020 To 028, 224 To 228
Maintenance Error code troubleshooting – error codes 020 to 028, 224 to 228 Error code Name Description corrective action number 1. Verify that the consumable parts are in good condition. 2. Verify proper preflow and cut-flow settings. 3. Perform gas leak tests (see Maintenance section). No current detected from 4.
-
Page 165: Error Code Troubleshooting — Error Codes 030 To 042, 231 To 234
Maintenance Error code troubleshooting – error codes 030 to 042, 231 to 234 Error code Name Description corrective action number 1. Verify that cable number 5 (power supply-to-gas console control cable) is not damaged and is properly connected to PCB3 and to the rear of the gas console. 2.
-
Page 166: Error Code Troubleshooting — Error Codes 044 To 046
Maintenance Error code troubleshooting – error codes 044 to 046 Error code Name Description corrective action number Plasma gas pressure under 1. Inspect gas supply pressure and volume of gas lower limit of remaining in supply tanks. 0.34 bar (5 psi) – preflow Low plasma 2.
-
Page 167: Error Code Troubleshooting — Error Codes 047 To 053, 248 To 250
Maintenance Error code troubleshooting – error codes 047 to 053, 248 to 250 Error code Name Description corrective action number 1. Verify input–line voltage at PCB2 in the power supply and PCB1 in the cooler (HPR400XD only). Voltage needs to be within 10% of nominal (120 VAC).
-
Page 168: Error Code Troubleshooting — Error Codes 054 To 061
Maintenance Error code troubleshooting – error codes 054 to 061 Error code Name Description corrective action number 1. Verify gas supply regulator settings. See Setting the supply regulators (Installation section). Shield gas pressure is over 2. Verify pressure settings on gas console with cut chart. High shield upper limit of: 3.
-
Page 169: Error Code Troubleshooting — Error Codes 062 To 067, 265 To 267
Maintenance Error code troubleshooting – error codes 062 to 067, 265 to 267 Error code Name Description corrective action number 1. Auto gas – The process parameters may not have been downloaded. Verify that the process information can be Manual gas – The gas viewed on the CNC screen.
-
Page 170: Error Code Troubleshooting — Error Codes 071 To 075, 273 To 275
Maintenance Error code troubleshooting – error codes 071 to 075, 273 to 275 Error code Name Description corrective action number 1. Verify that the large fan in the cooler (HPR400XD only) is running. 2. Blow dust out of the coolerr (HPR400XD only), especially from the heat exchanger.
-
Page 171: Error Code Troubleshooting — Error Codes 076 To 101, 276 To 301
Maintenance Error code troubleshooting – error codes 076 to 101, 276 to 301 Error code Name Description corrective action number Low current A current less than Primary on CS4 10 amperes has been See the chopper test later in this section. HPR400XD detected by only…
-
Page 172: Error Code Troubleshooting — Error Codes 102 To 111, 302 To 308
Maintenance Error code troubleshooting – error codes 102 to 111, 302 to 308 Error code Name Description corrective action number See wiring diagrams in section 7 1. Verify that the voltage at CS1 is correct. Chopper 1 Primary Chopper 1 current signal 2.
-
Page 173: Error Code Troubleshooting — Error Codes 116 To 133, 316
Maintenance Error code troubleshooting – error codes 116 to 133, 316 Error code Name Description corrective action number 1. Verify that cable number 5 (power supply-to-gas console control cable) is not damaged and is properly connected to PCB3 and the rear of the gas console. 2.
-
Page 174: Error Code Troubleshooting — Error Codes 134 To 140, 334 And 338
Maintenance Error code troubleshooting – error codes 134 to 140, 334 and 338 Error code Name Description corrective action number 1. Verify that the wiring between CS1 and PCB3 is correct and not damaged. 2. Measure voltage across current sensor. a) Red to black = +15 VDC, Green to black = -15 VDC, white to black = 0 VDC at idle and varies with current output (4 VDC = 100 A).
-
Page 175: Error Code Troubleshooting — Error Codes 141 To 152, 346 To 351
Maintenance Error code troubleshooting – error codes 141 to 152, 346 to 351 Error code Name Description corrective action number 1. Verify that transducer P2 in the selection console is Pressure Faulty transducer or working properly. Replace if necessary. transducer control board in the 2.
-
Page 176: Error Code Troubleshooting — Error Codes 153 To 156, 354 To 356
Maintenance Error code troubleshooting – error codes 153 to 156, 354 to 356 Error code Name Description corrective action number EEPROM memory on PS EEPROM power supply control Replace the control board. error board not working. 1. Verify that the wiring between CS3 and PCB3 is correct and not damaged.
-
Page 177: Error Code Troubleshooting — Error Codes 157 To 159, 357 To 359
Maintenance Error code troubleshooting – error codes 157 to 159, 357 to 359 Error code Name Description corrective action number See wiring diagrams in section 7 Chopper 3 1. Verify that the voltage at CS3 is correct. current at Primary Chopper 3 current signal 2.
-
Page 178: Error Code Troubleshooting — Error Codes 160 To 180
Maintenance Error code troubleshooting – error codes 160 to 180 Error code Name Description corrective action number Communication between the control board (PCB3 1. Verify that the cable connections from the power supply to HPR cooler’s in the power supply) and the cooler are good.
-
Page 179: Error Code Troubleshooting — Error Code 181, 182, 298, And 383
Maintenance Error code troubleshooting – error code 181, 182, 298, and 383 Error code Name Description corrective action number 1. Verify that the power supply-to-metering console CONTROL and POWER cables are not damaged and are properly connected to PCB3, and the rear of the metering console.
-
Page 180: Power Supply States
Maintenance Power supply states Power supply states are displayed on the CNC screen. The diagnostic screen shown below is for reference. State State Name Name code code Power -up (idle) Cycle complete (Auto off) Purge Test cutflow Ready for start (Idle 2) Shutdown Preflow Reset…
-
Page 181: Plasma System Operation With Pump Time-Out
Maintenance Plasma system operation with pump time-out Purge cycle begins, NOT power supply READY FOR START power-up signal is active Error output Purge timer done PLASMA START signal active System is in IDLE state waiting for a START signal, NOT READY FOR START signal is inactive START signal removed If 30 minutes has…
-
Page 182: Cnc Operation With Pump Time-Out
Maintenance cNc operation with pump time-out Assert the PLASMA User presses START and HOLD START on signals to all plasma systems Is the NOT READY FOR Remove the START signal active on START and any plasma system HOLD signals Apply the START signal and remove the HOLD signal Complete the…
-
Page 183: Initial Checks
Maintenance Initial checks Before trouble-shooting, do a visual check and verify that proper voltages are present at the power source, transformers and power distribution board. DANgER SHock HAzARD Always use caution when servicing a power supply when plugged in and the covers are removed. Dangerous voltages exist within the power supply which could cause injury or death.
-
Page 184: Power Measurement
Maintenance Power measurement DANgER SHock HAzARD there is line voltage at the contactor and the power distribution board (Pcb2) when the line disconnect switch is on. Use extreme care when measuring primary power in these areas. voltages present at the terminal block and contactors can cause injury or death. Main power in Note: Check lines in the following order: U to V…
-
Page 185: Air Filter Element Replacement
Maintenance Air filter element replacement 1. Turn OFF all electrical power and disconnect the air hose from the filter. 2. Remove the filter bowl by turning it counter clockwise until it releases. 3. Pull the clear filter housing down firmly to remove it. The filter housing has an o-ring around the top. Apply a thin film of silicone lubricant on the o-ring to extend it’s life.
-
Page 186: Power Supply Coolant System Servicing
Maintenance Power supply coolant system servicing Draining the coolant system 1. Turn OFF the power, and remove the return coolant hose (red tape) from the pump and put it in a 20 liter (5 gallon) container. 2. Turn ON the pump manually, using the manual pump control button on your CNC screen. 3.
-
Page 187: Coolant System Filter And Strainer
Maintenance caution: coolant will flow from the filter when its housing is removed. Drain coolant before servicing the filter. coolant system filter and strainer Filter replacement 1. Turn OFF all power to the system. 2. Remove housing. 3. Remove and discard filter element. 4.
- Page 188
Maintenance 5-36 HPR130XD Auto Gas – 806330… -
Page 189: Coolant Flow Tests
An in-line flow meter is the most accurate way to measure the flow rate, but can not be used with all the tests described without custom fittings. An in-line flow meter (part number 128933) is available from Hypertherm. The following “bucket”…
-
Page 190: Manual Pump Operation
Maintenance Manual pump operation 1. Go to the CNC screen that turns on the pump manually (refer to the operation instructions for the CNC being used). If the selection console shows coolant flow error 093, the pump must be turned on manually within 8 seconds of turning on the power supply, or the power will have to be turned off and then on again.
-
Page 191: Test 1 — Return Line
1. Turn OFF the power. Remove the supply coolant line (blue hose with green tape) from the RHF/LHF console, and place it in a 3.8 liter (1 gallon) container. A Hypertherm coolant container works well. 2. Measure how long it takes to fill the container. Turn ON the power.
-
Page 192: Test 3 — Change The Torch
1. Turn OFF the power. Remove the return coolant line (blue hose with red tape) from the RHF/LHF console, and place it in a 3.8 liter (1 gallon) container. A Hypertherm coolant container works well. 2. Measure how long it takes to fill the container. Turn ON the power.
-
Page 193: Test 6 — Bucket Test At The Pump
1. Turn OFF the power. Remove the pump outlet, coolant line, and place it in a 3.8 liter (1 gallon) container. A Hypertherm coolant container works well. 2. Measure how long it takes to fill the container. Turn ON the power. Turn ON the pump manually using the manual pump operation button on your CNC screen (see step 1 under “Manual pump operation”).
-
Page 194: Pump And Motor Troubleshooting
Maintenance 5. Turn ON the power supply, and note the coolant flow rate shown on the CNC display. If the flow shown on the CNC screen is more than 0.8 gpm, replace the check valve. Coolant will drain out of the torch during every consumable change if the check valve is bypassed.
-
Page 195: Testing The Flow Sensor
Maintenance testing the flow sensor 1. Turn ON the power. 2. Measure the VDC between TP210 and TP206. TP206 is common on PCB3. TP210 provides a filtered, 67% scaled, voltage from the flow switch. 0.45 VDC (0.67 VDC at the flow switch) equals 2.3 lpm (0.6 gpm). If the TP210 voltage reading is below 0.45 VDC and the flow is equal to or above 3.0 lpm (1 gpm), replace the flow switch.
-
Page 196: Gas Leak Tests
Maintenance gas leak tests Note: The CNC screen shown below is from a Hypertherm Automation controller, using version 6 software, and is for reference only. Other controllers should have a test screen similar to the one shown. Contact the original equipment manufacturer for instructions on how to access the test screen needed.
-
Page 197: Leak Test 2 (System Leak Test)
Maintenance leak test 2 (system leak test) Purpose: Tests for leaks to the atmosphere from the gas system. Test description: The gas for the process selected is purged through the gas system. The metering console valves (B1-B4), and the inlet valves (for the selected process) in the selection console are closed. Gas pressure is now trapped in the system.
-
Page 198: Power Supply Control Board Pcb3
Maintenance Power supply control board Pcb3 control Pcb lED list control Pcb3 firmware list Signal name Notes Item Part number D100 +5 VDC U104 081169 EVEN D101 +3.3 VDC U105 081169 D113 CAN TX Constant blinking D114 CAN RX Constant blinking D117 RS-422 TX D118…
-
Page 199: Power Supply Power Distribution Board Pcb2
Maintenance Power supply power distribution board Pcb2 Power distribution Pc board lED list Output Color Contactor Pilot arc relay 120 VAC (switched) Green HF ignition Surge select 24 VAC (switched) Green 240 VAC (switched) Green + 24 VDC Pump motor Green + 5 VDC –…
-
Page 200: Start-Circuit Pcb1
Maintenance Start-circuit Pcb1 operation The start circuit is a high-speed switch that quickly transfers the pilot arc current from the pilot arc lead to the work lead. The start circuit performs 2 functions: 1. It allows the initial pilot arc current to flow through the pilot arc lead quickly, with little impedance. 2.
- Page 201
Maintenance D2 should always be illuminated. D1 illuminates as soon as the torch fires and will extinguish as soon as the arc transfers to the workpiece. If arc transfer is immediate, the LED will not illuminate. If there is no arc at the torch or if the arc will not transfer: 1. -
Page 202: Pilot Arc Current Levels
Maintenance Pilot arc current levels The pilot arc current level will vary according to the arc current selected, and the process. See table below. Pilot arc current Plasma gas 30 A 45 A 50 A 80 A 130 A transfer current Plasma gas 30 A 45 A…
-
Page 203: Selection Console Control Board Pcb2
Maintenance Selection console control board Pcb2 Note: CAN termination resistor. The jumper control Pcb2 firmware list must be removed. Item Part number 081110 EVEN 081110 gas console control board lED list Signal name Color + 3.3 VDC Green + 5 VDC Green CAN –…
-
Page 204: Selection Console Power Distribution Board Pcb1
Maintenance Selection console power distribution board Pcb1 gas console control board lED list Signal name Color SV16 + 5 VDC Green 5-52 HPR130XD Auto Gas – 806330…
-
Page 205: Selection Console, Ac Valve-Driver Board Pcb3
Maintenance Selection console, Ac valve-driver board Pcb3 Signal name Color Signal name Color SV11 SV12 SV13 SV14 SV15 Metering console vent solenoid MV1 close MV1 open MV2 close SV10 MV2 open SV14 SV 7 SV13 SV15 SV12 SV11 SV10 HPR130XD Auto Gas – 806330 5-53…
-
Page 206: Metering Console Control Board Pcb2
Maintenance Metering console control board Pcb2 Note: CAN termination resistor. The jumper control Pcb2 firmware list must be installed. Item Part number 081110 EVEN 081110 gas console control board lED list Signal name Color + 3.3 VDC Green + 5 VDC Green CAN –…
-
Page 207: Metering Console Power Distribution Board Pcb1
Maintenance Metering console power distribution board Pcb1 gas console control board lED list Signal name Color SV16 + 5 VDC Green HPR130XD Auto Gas – 806330 5-55…
-
Page 208: Chopper Tests
Maintenance chopper tests wARNINg SHock HAzARD Use extreme care when working near the chopper modules. Each large electrolytic capacitor (blue- cased cylinder) stores large amounts of energy in the form of electric voltage. Even if the power is off, dangerous voltages exist at the capacitor terminals, on the chopper, and the diode heatsinks. Never discharge any capacitor with a screwdriver or other implement;…
- Page 209
Maintenance troubleshooting high-current error code 103 1. Verify that the current sensors (CS1 and CS3) and cables are not damaged. 2. Exchange CS1 and CS3. Replace the faulty sensor if the error code is not displayed again. 3. Look at the surge capacitor to ensure that it is not short-circuited. Replace PCB6 if the surge capacitor is shorted. 4. -
Page 210: Phase-Loss Detection Test
Maintenance Phase-loss detection test 1. Turn OFF all power to the system and remove the cover from CON1. 2. Inspect the condition of the 3 contacts for excessive wear. If one or more of the contacts are worn excessively, replace CON1 and restart the system. If the error remains, perform the following steps. Excessive wear 3.
-
Page 211: Torch Lead Test
Maintenance wARNINg SHock HAzARD Always use caution when servicing a power supply when plugged in and the covers are removed. Dangerous voltages exist within the power supply which could cause injury or death. torch lead test 1. Turn OFF all power to the system. 2.
-
Page 212: Preventive Maintenance
See the HPR800XD Auto Gas Preventive Maintenance Program Instruction Manual (808620) for part numbers. If you have questions about how to maintain your plasma system, contact your OEM or regional Hypertherm Technical Service team. You can find contact information for each regional office at www.hypertherm.com/global…
-
Page 213: Parts List
Section 6 PARtS lISt In this section: Power supply ………………………………..6-2 Ignition console ………………………………..6-7 Torch lead junction box (Optional)……………………………6-8 Ignition console to junction box leads ……………………….6-9 Selection console ………………………………6-10 Metering console ………………………………6-12 HyPerformance torch ………………………………. 6-13 Torch assembly ………………………………. 6-13 Torch leads ………………………………
-
Page 214: Power Supply
Parts List Power supply Note: Hypernet is only used to connect certain Hypertherm Power supplies components to each other. An HPRXD system can without with voltage be connected to the ArcGlide torch height control, Hypernet Hypernet (Ac) and an EDGE Pro or MicroEDGE Pro CNC…
- Page 215
Parts List Power supply Part Item Number Description Designator qty. 027634 Filter housing 027664 Filter element 127014 Cap: Coolant reservoir 129792 Chopper assembly 127039 6 in. fan: 230 CFM, 115 VAC 50 – 60 HZ 027079 10 in. fan: 450-550 CFM, 120 VAC 50 – 60 HZ 014283 200 volt main transformer: 19.5 KW, 3 ph, 50 HZ 014284… - Page 216
Parts List Power supply Part Item Number Description Designator qty. 003149 Relay: Pilot arc, 120 VAC 041837 PCB: I/O PCB6 003249 Contactor CON1 109036* EMI filter: 60 A, 440 VAC 3PH 229238 Start circuit assembly PCB1 109004 Current sensor: Hall 100 A, 4 volt 109004 Current sensor: Hall 100 A, 4 volt 014280… - Page 217
Parts List Power supply Part Item Number Description Designator qty. 008551* Fuse: 7.5 A, 600 volt F1, F2 008709** Fuse: 20 A, 500 volt F1, F2 109393 Temperature sensor 229206 Flow switch assembly 027978 Heat exchanger assembly 027185 4 in. fan 006075 Check valve: 1/4 in. - Page 218
Parts List Power supply Part Item Number Description Designator qty. 041802 Power distribution PCB PCB2 108028 Fuse: 3 A 108075 Fuse: 6.3 A 108709 Fuse: 10 A 228548 Control PCB PCB3 129786 Control transformer: 200/208 volt, 50 – 60 HZ 229117 Control transformer: 220 volt, 50 –… -
Page 219: Ignition Console
Parts List Ignition console Part Item Number Description Designator qty. 078172 Ignition console 129831 Coil assembly 041817 HFHV Ignition PCB PCB IGN 129854 Transformer HPR130XD Auto Gas – 806330…
-
Page 220: Torch Lead Junction Box (Optional)
Parts List torch lead junction box (optional) Item Part Number Description qty. 078619 HPRXD junction box 015007 Coolant fitting 104763 Pilot arc fitting 104762 Coolant block HPR130XD Auto Gas – 806330…
-
Page 221: Ignition Console To Junction Box Leads
Parts List Ignition console to junction box leads caution: total lead length from the ignition console to the torch must be less than or equal to: 20 m (65 feet) for HPR130XD / HPR260XD 15 m (50 feet) for HPR400XD / HPR800XD Part no.
-
Page 222: Selection Console
Parts List Selection console Part Item Number Description Designator qty. 078533 Selection console 129633 Green power lamp 011109 Filter assembly 011110 Filter element 228069 Kit: Control PCB PCB2 005263 Pressure sensor P1 – P4 123780 Pressure sensor wire harness P1 – P4 228984 Solenoid valve SV3 and SV10…
- Page 223
Parts List Selection console Part Item Number Description Designator qty. 041822 Valve driver PCB PCB3 008756 Fuse: 5 A, 250V, slow-blow 129999 Motor valve assembly MV1, MV2 229217 Selection console wire harness 228347 Hose kit HPR130XD Auto Gas – 806330 6-11… -
Page 224: Metering Console
Parts List Metering console Part Item Number Description Designator qty. 078535 Metering console 129633 Green power lamp 041897 Power distribution PCB PCB1 008756 Fuse: 5 A, 250V, slow-blow 228069 Kit: Control PCB PCB2 006077 Check valves 006109 Solenoid valve SV16 006112 Replacement solenoid coil 005263…
-
Page 225: Hyperformance Torch
Parts List HyPerformance torch torch assembly Part Item Number Description 228520 HPR130XD machine torch assembly 220706 Quick-disconnect torch 220571 Water tube 220705 Quick-disconnect receptacle 220789 Torch mounting sleeve assembly: Standard, 181 mm (7 in) 220788 Torch mounting sleeve assembly: Short, 114 mm (4.5 in) 220790 Torch mounting sleeve assembly: Long, 248 mm (9.75 in) 104269…
-
Page 226: Torch Leads
Parts List torch leads Part no. Description 228291 2 m (6 ft) 228292 3 m (10 ft) 228293 4.5 m (15 ft) 228294 6 m (20 ft) 228295 7.5 m (25 ft) 228296 10 m (35 ft) 228297 15 m (50 ft) 228547 20 m (65 ft) ohmic contact wire…
-
Page 227: Consumable Parts Kits
Parts List consumable parts kits Note: See Consumable selection or Cut charts for specific applications Mild steel consumable starter kit – 228420 Part Number Description qty. 026009 O-ring: 0.208 in. X 0.070 in. 027055 Lubricant: Silicone 1/4-oz tube 044028 O-ring: 1.364 in. X 0.070 in. 104119 Tool: Consumable removal / replacement 104269…
-
Page 228: Consumables For Mirror-Image Cutting
Parts List consumables for mirror-image cutting Straight cutting Mild steel Nozzle water Shield cap Shield retaining cap Nozzle Swirl ring Electrode tube 30 A 220194 220810 220193 220306 220192 50 A 220555 220810 220554 220549 220552 220340 220747 80 A 220189 220755 220188…
- Page 229
Parts List Stainless steel Nozzle water retaining cap Nozzle Shield cap Shield Swirl ring Electrode tube 45 A 220202 220756 220201 220306 220308 60 A 220815 420337 220847 220306 220339 80 A 220340 220338 220756 220337 220305 220339 220747 130 A 220198 220756 (H35) 220197… -
Page 230: Bevel Cutting
Parts List bevel cutting Mild steel Nozzle water Swirl Shield cap Shield retaining cap Nozzle Electrode ring tube 80 A 220742 220996 220806 220305 220802 220700 130 A 220742 220794 220646 220305 220649 Stainless steel Nozzle Swirl water Shield cap Electrode Shield retaining cap…
-
Page 231: Recommended Spare Parts
Parts List Recommended spare parts Power supply Part Number Description Designator qty. 129633 Green power lamp assembly 027634 Filter housing 027664 Filter element 129792 Chopper assembly 127039 6 in. fan: 230 CFM, 115 VAC 50 – 60 HZ 027079 10 in. fan: 450-550 CFM, 120 VAC 50 – 60 HZ 003149 Relay: Pilot arc, 120 VAC 041837…
-
Page 232: Warning Label — 110647
Button shirt collar. Protect ears from noise. Use welding helmet with the correct shade of filter. 6. Become trained. Only qualified 110647 Rev. B www.hypertherm.com/weee personnel should operate this equipment. Use torches specified in the manual. Keep non-qualified personnel and children away.
-
Page 233: Wiring Diagrams
Section 7 wIRINg DIAgRAMS Introduction This section contains the wiring diagrams for the system. When tracing a signal path or ref er enc ing with the Parts List or troubleshooting sections, please be aware of the following format to assist you in un der stand ing the wiring diagrams’ organization: • S heet numbers are located in the lower right-hand corner.
- Page 234
Wiring Diagrams HPR130XD Auto Gas – 806330… - Page 235
Wiring Diagrams HPR130XD Auto Gas – 806330… -
Page 236: Discrete Output Functionality
Discrete output functionality HPR130XD Auto Gas – 806330…
- Page 237
3 Phase Power w/ Ground Torch Lead Assembly Negative Lead Unit M HF/PS Cable Atm Vent Unit 2 Torch Oxygen Plasma Preflow Unit 3 Unit 4 72″ Ignition Console N2/Ar Lifter Shield Preflow Pilot Arc Lead Plasma Off Valve (Optional Unit) Cooling Supply Lead H35/F5 Plasma Cutflow… - Page 238
SHEET SHEET SHEET 3-B4 8-A4 3-A4 INPUT POWER FROM FACILITY SHEET 4-D4 SHEET 16-C2 SHEET 4-C1 CABLE: 123666 J4.1 SHEET SHEET 3-B4 4-C1 SHEET 3-C1 (-)NEGATIVE J9.1 J9.6 350UF CHOPPER SA 129792 SURGE INJECTION 041837 100K .22UF CON1 SHEET (++)POSITIVE 3-D4 SHOWN WIRED FOR 480V SEE PAGES 6 AND 7 FOR… - Page 239
SHEET J2.15 2-C3 PCB2 POWER DISTRIBUTION SHEET PHASE LOSS INPUT 041802 J8 J2.8 4-B4 CLT SOL PHASE LOSS OUTPUT SHEET 9-D4 SHEET J2.4 J2.A J2.B J4 2-A4 J11 J2.11 HARNESS: 229329 YEL 24VAC YEL 24 VAC 24VAC 240VAC HOT FOR ARCGLIDE THC ONLY RED 120VAC 120VAC RED 120VAC… - Page 240
J8.1 SHEET 3-B1 RED/BLK PCB3 J8.4 J3.201 J201 POWER SUPPLY CONTROL FLOW J3.301 J301 TP210 +24V 041993 ARC BREAKOVER COOLANT FLOW SENSOR SHIELD PWM DRV A A+3.3V SHIELD COOLANT TEMP SENSOR SHEET TP206 SHIELD 2-D3 PWM DRV B XFMR TEMP SENSOR CHOPPER TEMP SENSOR A SHEET SS-C… - Page 241
PCB3 SHEET POWER SUPPLY CONTROL 3-D4 J3.105 J105 041993 +24V PWR GND +15V -15V J110 TRST JTAG EMU0 EMU1 CANH CANL CAN +24V CAN GND J102 J101 J103 J3.101 CANA CANB CABLE: 123691 SHEET 11-A3 ELEC SCH:HPR130XD POWER SUPPLY W/AUTO 013376 SHEET 5 OF 22… - Page 242
INPUT POWER FROM FACILITY INPUT POWER WIRED FOR 480V 60HZ FROM FACILITY WIRED FOR 240V 60HZ CON1 014282 CON1 014282 INPUT POWER FROM FACILITY WIRED FOR 400V 50-60HZ INPUT POWER FROM FACILITY WIRED FOR 200-208V 50-60HZ EMI FILTER L2 014283 CON1 INPUT POWER FROM FACILITY… - Page 243
INPUT POWER INPUT POWER FROM FACILITY FROM FACILITY WIRED FOR 440V 50-60HZ WIRED FOR 220V 50-60HZ CON1 CON1 014284 014284 INPUT POWER INPUT POWER FROM FACILITY FROM FACILITY WIRED FOR 380V 50HZ WIRED FOR 600V 60HZ CON1 CON1 014303 014281 ELEC SCH:HPR130XD POWER SUPPLY W/AUTO 013376 SHEET 7 OF 22… - Page 244
CABLE: 123760 THC OPTION PCB3 COMMAND PLASMA INTERFACE POWER SUPPLY CONTROL 041842 041993 J12.2B J3.303A RX37- RX37+ TX37- TX37+ 422 GND MOTION 1-E MOTION 1-C ERROR-E ERROR-C RDERR-E RDERR-C TO POWER SUPPLY NOT READY-E NOT READY-C MOTION 2-E MOTION 2-C MOTION 3-E MOTION 3-C MOTION 4-E… - Page 245
THC OPTION CABLE: 123760 PCB3 ARCGLIDE ETHERNET INTERFACE POWER SUPPLY CONTROL 141131 041993 J13.5 J3.303B RX37- RX37+ J13.7 TX37- RED/BLK TX37+ 24VAC RTN 422 GND 24VAC MOTION IN MOTION 1-E MOTION 1-C ERROR IN ERROR-E ERROR-C RAMPDOWN ERROR IN RDERR-E RDERR-C NOT READY IN NOT READY-E… - Page 246
PCB1 J1.3 HPR AUTO GAS AC IN RED/BLK J1.6 120V HOT RED/BLK 120V RTN SELECTION CONSOLE 120VAC POWER DISTRIBUTION 041897 J1.4 +24V +24V COM GAS CONSOLE DC POWER +5V COM SHEET J1.5 12-D3 +15V SV16 +15V COM D4 120VAC SHEET D2 SV16 ENABLED RED/BLK AC IN… - Page 247
MV1 POT MV2 POT POT 1 POT 2 J2.9 J2.2 SHEET 10-C4 J2.11 J11 +24V PWR GND +15V SV16 -15V LINE FREQ. PCB2 HPR AUTO GAS SELECTION CONSOLE CONTROL 041828 POWER INDICATORS TRST D45 +24V D40 +15V D18 +5V D17 +3.3V 422B JTAG RS-422… - Page 248
RED/BLK SV1.A J3.1 J3.3 RED/BLK SV1.B RED/BLK PCB2 120V HOT SV4.A SHEET RED/BLK SV2.A RED/BLK 120V RTN HPR AUTO GAS 9-C1 SV3.A SV2.B RED/BLK SELECTION CONSOLE SV2.A RED/BLK RED/BLK CONTROL SV1.A SV3.A RED/BLK SV5.A 041828 SV3.B PCB3 RED/BLK 120V RTN SV1.B J2.3 J3.4 J4… - Page 249
PCB1 J1.3 HPR AUTO GAS RED/BLK AC IN J1.6 120V HOT METERING CONSOLE POWER IN RED/BLK 120V RTN POWER POWER DISTRIBUTION 120VAC INDICATOR 041897 J1.4 +24V +24V COM GAS CONSOLE DC POWER +5V COM J1.5 RED/BLK +15V SV16 SV16 +15V COM D4 120VAC RAMPDOWN VALVE OUTPUT… - Page 250
J2.9 SHEET 13-C4 SHEET J2.11 J11 13-B4 +24V PWR GND J2.1 POWER IN RAMPDOWN VALVE +15V SV16 CONTROL OUTPUT -15V LINE FREQ. PRESSURE INPUTS METERING VALVE PCB2 POT FEEDBACK INPUTS HPR AUTO GAS METERING CONSOLE CONTROL 041828 POWER INDICATORS D45 +24V TRST D40 +15V D18 +5V… - Page 251
PCB2 HPR AUTO GAS METERING CONSOLE CONTROL 041828 NOT USED NOT USED NOT USED J2.12 J12 +24V SPARE 4 BURKERT 4 PWM4 SPARE 3 SPARE 2 SPARE 1 BURKERT 3 PWM3 SV20 SV19 SV18 BURKERT 2 PWM2 SV17 SV16 BURKERT 1 PWM1 SV15 SV14… - Page 252
CABLE: 123670 SHEET 3-A4 SHEET CATHODE FLTR 2-D1 009045 BLOCK CABLE: 123666 TORCH 0.22uF 1kVDC PILOT ARC 009224 129150 0.22uF 1kVDC COIL SECONDARY IN 009224 1400pF 20kV 009975 COIL PRIMARY 2 109344 1400pF 20kV 009975 109344 1400pF 20kV 009793 009975 COIL PRIMARY 1 COIL NOZZLE… - Page 253
5 Micron Filter Selection Console Cut Gas 1 Cut Gas 2 Metering Console Vent Shield Plasma Vent HPR130 Auto Torch Gas Schematic ELEC SCH:HPR130XD POWER SUPPLY W/AUTO 013376 SHEET 17 OF 22 7-21… - Page 254
CHECK VALVE FLOW SENSOR HEAT EXCHANGER RESERVOIR MANIFOLD THERMISTOR PUMP FILTER SHUT OFF VALVE TORCH ELEC SCH:HPR130XD POWER SUPPLY W/AUTO 013376 SHEET 18 OF 22 7-22… - Page 255
Termination resistors (120-ohm) or termination jumpers must be installed/set at the CNC for each of the RS-422 RX and TX signal pairs. 3) If a Hypertherm Automation Controller is being used, and there are intermittent communication failures (PS Link Failure), ELEC SCH:HPR130XD POWER SUPPLY W/AUTO… - Page 256
J303 1 2 3 4 * If a Hypertherm Automation controller is being used, and there are intermittent communication Gas Power Cable failures (PS Link Failure), try removing the jumnpers on J104 and J105 on the control board, and the termination jumper (J6 or J8) on the serial isolation board in the controler. - Page 257
1 2 3 4 5 6 7 8 7) If a Hypertherm Automation controller is being used, and there are intermittent communication failures (PS Link Failure), try removing the jumpers on J106 and J107 on the control board,… - Page 258
Optional ArcGlide/EdgePro Multi-System Interface Unit 1 Unit 2 Unit 3 Unit 4 HPR PAC HPR PAC HPR PAC HPR PAC Dry Cutting System Dry Cutting System Dry Cutting System Dry Cutting System CONTROL BOARD CONTROL BOARD CONTROL BOARD CONTROL BOARD S101 S101 S101… -
Page 259: Hypertherm Torch Coolant Safety Data
Appendix A HyPERtHERM toRcH coolANt SAFEty DAtA In this section: 1 – Identification of the substance/mixture and of the company undertaking …………….a-2 2 – Hazards identification …………………………….a-2 3 – Composition/information on ingredients ………………………..a-3 4 – First aid measures ………………………………a-3 5 – Fire-fighting measures …………………………….a-3 6 –…
-
Page 260: Identification Of The Substance/Mixture And Of The Company Undertaking
Details of the supplier of the safety data sheet Company Identification – Hypertherm Telephone – +1 (603) 643-5638 (USA), +31 (0) 165 596 907 (Europe) E-Mail (competent person) – technical.service@Hypertherm.com Address – P.o. box 5010, Hanover, NH 03755 USA (USA), vaartveld 9, 4704 SE Roosendaal, Nederlands (Europe) Emergency telephone number –…
-
Page 261: Composition/Information On Ingredients
A self contained breathing apparatus and suitable protective clothing should be worn in fire conditions 6 – AccIDENtAl RElEASE MEASURES Personal Precautions Put on protective clothing Environmental Exposure controls Absorb spillages onto sand, earth or any suitable adsorbent material other None Hypertherm Plasma systems 12/15/2010…
-
Page 262: Handling And Storage
Decomposition Temperature (°C) – Not available Evaporation rate – Not available Viscosity (mPa.s) – Not available Flammability (solid, gas) – Non-flammable Explosive properties – Not explosive Explosive limit ranges – Not available Oxidizing properties – Not oxidizing Other information – None Hypertherm Plasma systems 12/15/2010…
-
Page 263: 10 — Stability And Reactivity
Do not let this chemical/product enter the environment. Persistence and degradability Biodegradable bioaccumulative potential None anticipated Mobility in soil The product is predicted to have moderate mobility in soil Results of Pbt and vPvb assessment None assigned other adverse effects None anticipated Hypertherm Plasma systems 12/15/2010…
-
Page 264: 13 — Disposal Considerations
State Right to Know Lists – cAS No. 95-14-7 listed in MA, NJ, PA. canada WHMIS Classification (Canada) – Not classified. CANADA INGREDIENT DISCLOSURE LIST – Not applicable. Canada (DSL/NDSL) – listed. EINECS (Europe) – listed. Wassergefährdungsklasse (Germany) – None. Hypertherm Plasma systems 12/15/2010…
-
Page 265: 16 — Other Information
Information contained in this publication or as otherwise supplied to Users is believed to be accurate and is given in good faith, but it is for the Users to satisfy themselves of the suitability of the product for their own particular purpose. Hypertherm gives no warranty as to the fitness of the product for any particular purpose and any implied warranty or condition (statutory or otherwise) is excluded except to the extent that exclusion is prevented by law.
-
Page 266: Freezing Point Of Propylene Glycol Solution
Date SAFETY DATA SHEET Revision 6 Dec 2010 2.01CLP Torch Coolant 30% PG Mixture °c °F % of Propylene glycol Freezing Point of Propylene glycol Solution Hypertherm Plasma systems 12/15/2010…
- Page 267
Appendix b cNc INtERFAcE PRotocol In this section Interface hardware ……………………………….b-2 Signal list………………………………….b-2 Signals …………………………………b-2 Hardware ………………………………..b-3 Multi-drop wiring ………………………………b-4 Multi-drop addressing …………………………….b-5 Serial commands …………………………………b-5 Format ………………………………….b-5 Framing ………………………………..b-5 Commands ………………………………..b-5 Command table (1 of 14) …………………………….b-6 Error responses ……………………………… b-20 Calculating checksums ………………………….. -
Page 268: Appendix B Cnc Interface Protocol
Appendix B – CnC interfACe protoCol Interface hardware • T he interface will use a combination of discrete signals (5 inputs, 3 outputs, and 24 VDC active low) and an addressable RS422 interface. • T he hardware will provide 4 unique addresses, which allows 4 systems to be connected to one serial port on the CNC. The addressing mechanism will be inside the power supply, on a PC board (Note: A total of 32 I/O (20 Inputs, 12 Outputs) points will be required for 4 systems). • T he RS422 hardware will have tri-stateable transmitter to disconnect itself from the line when not communicating.
-
Page 269: Hardware
Appendix B – CnC interfACe protoCol Signal list (continued) Signal name type Description Pierce Complete Input When active, the system will use shield preflow gases during piercing. When the signal is removed, the system will switch to shield cutflow gases. The signal should be applied at the same time the start signal is applied.
-
Page 270: Multi-Drop Wiring
Appendix B – CnC interfACe protoCol Multi-drop wiring Plasma start Hold ignition ––DB37 Pierce complete Corner current Machine motion 1 Machine motion 2 Machine motion 3 Machine motion 4 System error Rampdown error RS422 serial Remote power “ON/OFF” HPR system 1 Remote power “ON/OFF”…
-
Page 271: Multi-Drop Addressing
Appendix B – CnC interfACe protoCol Multi-drop addressing The power supply control has DIP switches to set the power supply ID. DIP switches 2, 3, 4 are used to set the ID. Reserved Reserved Reserved Reserved Systems with ID 0 power-up with the serial interface enabled. Systems with any other ID power-up with the serial interface disabled.
-
Page 272: Command Table (1
Appendix B – CnC interfACe protoCol command table (1 of 14) command System Description 000 HELLO Manual gas system Establish communications with the plasma system. Use this command Auto gas system to determine if the system is configured as an 800XD or 400XD. This command will return “HPR800XD”…
-
Page 273: Command Table (1
Appendix B – CnC interfACe protoCol command table (2 of 14) command System Description 028 READ_PLASMA_AMPS Manual gas system Read actual power supply current. Auto gas system Data: None Return value: eres Power supply current in amp Sample: >0289A< eres >02801305E<…
- Page 274
Appendix B – CnC interfACe protoCol command table (3 of 14) command System Description SYSTEM_RESET Manual gas system Clear error conditions and resume operation. Only accepted Auto gas system if system is in a shutdown error condition (Error code > 79 and State = 14). - Page 275
Appendix B – CnC interfACe protoCol command table (4 of 14) command System Description 074 GET_IO_STATUS Manual gas system Read the status of the I/O ports of the DSP. Refer to I/O Auto gas system listing for description of each bit in Ports A-F. Data: None Return value:… - Page 276
Appendix B – CnC interfACe protoCol command table (5 of 14) command System Description 079 GET_PS_INFO Manual gas system Returns pressures, system state, and system error, Auto gas system space-delimited Data: None Return value: Plasma cutflow pressure (0044 = 44 psi) Plasma preflow pressure (0044 = 44 psi) Shield cutflow pressure (0044 = 44 psi) Shield preflow pressure (0044 = 44 psi) - Page 277
Appendix B – CnC interfACe protoCol command table (6 of 14) command System Description 087 BROADCAST MODE Manual gas system Tell all systems to listen but not respond. Auto gas system Data: None Return value: None Sample: >0879F< no response 094 READ_GAS_PRESSURES Manual gas system Read the gas pressures. - Page 278
Appendix B – CnC interfACe protoCol command table (7 of 14) command System Description 096 SET_INLET_GASES Auto gas system Set inlet gases for auto console. If inlet gases change, the power supply will enter the purge state. gas type changes are not allowed when the system is cutting (state 4 –… - Page 279
Appendix B – CnC interfACe protoCol command table (8 of 14) command System Description 100 GET_CONTROL_DATA Manual gas system Read internal control data: Auto gas system Chopper A used in HPR130/HPR260 Chopper B used in HPR260 Return string is the same whether the system is an HPR130 or HPR260. - Page 280
Appendix B – CnC interfACe protoCol command table (9 of 14) command System Description 102 SET_GAS_IO_FROM_PS Manual gas system This command will allow the user to turn on or off each output Auto gas system of the processor. After sending this command, the SYSTEM_ RESET command must be issued to restore the processor state. - Page 281
Appendix B – CnC interfACe protoCol command table (10 of 14) command System Description 114 READ_INPUTS Manual gas system This command will return the status of inputs to the PC board. Auto gas system Data: None Return value: 1 = on, 0 = off Power Supply Serial program Plasma start… - Page 282
Appendix B – CnC interfACe protoCol command table (11 of 14) command System Description 121 LEAK_CHECK_MODE Manual gas system This command will put the system into leak mode. There are Auto gas system 3 modes, mode #1 is the inlet leak check mode. This is used to see if the inlet solenoids are allowing gas to pass through the valve even when they are closed. - Page 283
Appendix B – CnC interfACe protoCol command table (12 of 14) command System Description 122 READ_GAS_SWITCH Manual gas system This command will return data that shows the actual position of the rotary switches used to set the inlet gas type. The difference between this command and 098 is that this command returns the values set by the position of the switch. - Page 284
Appendix B – CnC interfACe protoCol command table (13 of 14) command System Description 126 GET_INFO2 Auto gas control See 079 board only 127 GET_INFO3 Auto gas control See 079 board only 131 CLEAR WARNINGS Manual gas system This command will clear error codes less than #43. Auto gas system Sample: >13195<… - Page 285
Appendix B – CnC interfACe protoCol command table (14 of 14) command System Description 136 SERIAL_RESPONSE_DELAY All HPR systems Used when a CNC serial port can only support a half-duplex connection. The HPR power supply will reduce its response speed. Data: None Return value:… -
Page 286: Error Responses
Appendix B – CnC interfACe protoCol Error responses If there is a problem with the serial command, the module will return an error. bad checksum Return ID: 500 Description: The serial command received does not have the correct checksum. Sample: >00091< – checksum should be 90, not 91 >50095<…
-
Page 287: Error Codes
Appendix B – CnC interfACe protoCol Error codes Name Description NO ERROR System is ready to run. When the pump is restarted after a pump timeout (30 minutes FLOW SWITCH TEST without a start signal) the system will test the flow switch to make sure there is sufficient flow before firing the torch.
- Page 288
Appendix B – CnC interfACe protoCol Name Description HIGH SHIELD GAS PRESSURE Gas pressure is over upper limit of 7.58 bar (110 psi). Motor valve 1 inlet pressure is less than 3.45 bar (50 psi) or MV 1 INLET PRESSURE greater than 9.65 bar (140 psi). - Page 289
Appendix B – CnC interfACe protoCol Name Description 106 Primary CURRENT TOO LOW ON LEM A current less than 10 amperes has been detected by current 306 Secondary sensor 2. 107 Primary CURRENT TOO HIGH ON LEM A current greater than 35 amperes has been detected by current 307 Secondary sensor 3. - Page 290
Appendix B – CnC interfACe protoCol Name Description 156 Primary CHOPPER 2 CURRENT AT INIT Chopper 2 current signal is active on power-up 356 Secondary 157 Primary CHOPPER 3 CURRENT AT INIT Chopper 3 current signal is active on power-up 357 Secondary 158 Primary CHOPPER 4 CURRENT AT INIT… -
Page 291: Status Codes
Appendix B – CnC interfACe protoCol Status codes Name IDLE PURGE IDLE2 PREFLOW PILOT ARC TRANSFER RAMP-UP STEADY STATE RAMP-DOWN FINAL RAMP-DOWN AUTO OFF TEST CUTFLOW SHUTDOWN RESET MAINTENANCE TEST PREFLOW MANUAL PUMP CONTROL INLET LEAK CHECK SYSTEM LEAK CHECK BURKERT FLOW CHECK gas type codes gas type…
-
Page 292: Cnc Requirements
Appendix B – CnC interfACe protoCol cNc requirements Auto gas console Below is a list of functionality that CNCs must offer for the automatic gas console version of the HPR system. In this system configuration there is no local control of the plasma system. All settings and diagnostic information will be under CNC control.
-
Page 293: Serial Interface Guidelines
Serial interface guidelines checksum The protocol used for the serial interface between the Hypertherm system and the CNC contains a checksum on the message being sent. The checksum should be validated for each message to ensure the information is not corrupted.
- Page 294
Appendix B – CnC interfACe protoCol b-28 HPR130XD Auto Gas – 806330 Revision 1… -
Page 295: Robotic Applications
Appendix c RobotIc APPlIcAtIoNS In this section: Components for robotic applications …………………………c-2 Torch leads …………………………………c-2 Ohmic contact extension …………………………..c-2 Rotational mounting sleeve (optional) – 220864 ……………………c-3 Leather overwrap – 024866 ………………………….c-3 Robotic teaching torch (laser pointer) – 228394……………………c-3 Torch and rotational mounting sleeve dimensions……………………c-3 Rotational mounting sleeve clamp dimensions…………………….c-4 HPR130XD Auto Gas –…
-
Page 296: Appendix C Robotic Applications
Appendix C – robotiC AppliCAtions components for robotic applications torch leads The torch leads listed below have been designed to withstand the added stresses found in robotic, or bevel, applications. They are available with 2 m (6 ft), or 2.5 m (8 ft) gas leads. Note: Consumable life will be reduced if the 2.5 m (8 ft) gas leads are used.
-
Page 297: Rotational Mounting Sleeve (Optional) — 220864
Appendix C – robotiC AppliCAtions Rotational mounting sleeve (optional) – 220864 The rotational sleeve is designed for use in applications where the torch leads are twisted repeatedly. It is an optional component, and does not need to be used to use the torch leads listed above. The length of the rotational sleeve is 114.3 mm (4.5 in.).
-
Page 298: Rotational Mounting Sleeve Clamp Dimensions
Appendix C – robotiC AppliCAtions Rotational mounting sleeve clamp dimensions 73.7 mm 50.8 mm (2.9 (2.0 73.7 mm (2.9 in.) 55.9 mm (2.2 in.) 57.4 mm (2.26 in.) HPR130XD Auto Gas – 806330…
- Page 299
Added Certification test marks, Differences in national standards, Higher-level systems, laser and Automation products, and Proper disposal of Hypertherm products information to the Warranty section. Updated the format and content of the safety information. Added Dry dust collection and Laser Safety sections radiation information. - Page 300
changed Description of change for revision 2 (date of revision — 9/2011) Page Added “(for example: 30 amp O and 50 amp O processes). The pierce complete signal must be turned off for processes with shield gas preflow pressures that are lower than the cutflow pressures (for example: 600 amp and 800 amp processes).”… - Page 301
All sheets updated from revision A to revision B. Appendix A Updated to the latest information and formatting for the Hypertherm torch coolant data (MSDS) Added the secondary error code ID numbers after the primary error code ID number, for all applicable Appendix B error codes. - Page 302
HPR130XD Auto Gas – 806330…
 01:13
01:13
Hypertherm HyPerformance Plasma HPR260XD with Auto Gas
 00:19
00:19
HyPerformance Plasma HPR260XD Auto Gas + EDGE® Pro HyPath
 04:03
04:03
Thermacut — Hypertherm® HPR260XD® solution and high quality consumables
 02:49
02:49
Hypertherm HPR260XD Error #20
 04:22
04:22
HDCUTTING HPR260XD compilation
 07:51
07:51
Сборка плазматрона HPR130 и HPR260XD
Техническое обслуживание
HPR260XD Auto Gas —
80635J, 2-я редакция
5-5
Последовательность эксплуатации
1. Включение питание. Системой проверяется, чтобы при включении питания все перечисленные ниже сигналы
были выключены.
Выключен поток охлаждающей жидкости
Отсутствует ток инвертора
Отсутствует перенос
Отсутствует обрыв фазы
Отсутствует перегрев инвертора 1
Отсутствует перегрев магнитоэлектроники
Отсутствует перегрев охлаждающей жидкости
Отсутствует запуск плазмы
2. Очистка. Газ (воздух или N
2
) проходит через резак в течение 20 секунд
Закрывается замыкатель, а инвертор выполняет тест инвертора и тест датчика тока
Отсутствует запуск плазмы
Замыкатель не открывается по окончании цикла очистки
3. Холостой ход
Нормальное давление газа
Включен поток охлаждающей жидкости
Отсутствует ток инвертора
Нормальное линейное напряжение
4. Подача газа до возбуждения дуги. Поток газа в течение 2 секунд
5. Вспомогательная дуга. Ток проходит между электродом и соплом
Включаются инвертор, основной замыкатель и вспомогательная дуга
Наличие высокой частоты
Датчик тока инвертора = ток вспомогательной дуги
6. Перенос. Ток вспомогательной дуги обнаружен на рабочем проводе
7. Плавное включение. Ток инвертора возрастает до достижения заданного значения, а газ меняется на
режущий газ
Включен поток охлаждающей жидкости
Нормальное давление газа
Присутствует обрыв фазы
Нормальное линейное напряжение
8. Установившееся состояние. Нормальные эксплуатационные параметры
Включен поток охлаждающей жидкости
Нормальное давление газа
Присутствует обрыв фазы
Отсутствует перегрев инвертора 1
Отсутствует перегрев магнитоэлектроники
Отсутствует перегрев охлаждающей жидкости
9. Плавное выключение. Уменьшение тока и потока газа после устранения запуска плазмы
Выключение режущего газа
10. Автоматическое отключение. Подача газа после гашения дуги в течение 10 секунд
Выключение основных замыкателей
Выключение инверторов

Цикл очистки газовой системы, Использование клапана газовой системы
Страница 162
- Изображение
- Текст
Техническое обслуживание
5-6
HPR260XD Auto Gas —
80635J, 2-я редакция
Цикл очистки газовой системы
При включении системы или при смене одного процесса резки на другой оператором система автоматически
проходит цикл очистки. Цикл очистки состоит из 2 этапов: очистка защитным газом, подаваемым до
возбуждения дуги, и очистка режущим газом.
Очистка защитным газом, подаваемым до возбуждения дуги, включается на 8 секунд в автоматической системе
управления подачей газа или на 12 секунд в ручной системе управления подачей газа.
Очистка режущим газом включается на 8 секунд в автоматической системе управления подачей газа или
на 12 секунд в ручной системе управления подачей газа.
Существует 2 исключения из описанного выше цикла.
Исключение 1: если оператор меняет процесс с использованием негорючего газа (O
2
/воздух, воздух/воздух
или N
2
/воздух) на процесс с использованием горючего газа (H35/N
2
или F5/N
2
) или наоборот,
процесс очистки будет состоять из 3 этапов. Сначала газовая система будет очищаться азотом
в течение 12 секунд. После очистки азотом система будет очищаться защитным газом и
режущим газом.
Примечание. Если к газовой системе не подключен азот, будет выведен код ошибки 42 (низкое давление
азота). Если ошибку с кодом 42 не устранить в течение 3 минут, она будет заменена на
ошибку с кодом 139 (ошибка ожидания очистки).
Исключение 2: если оператор меняет любой процесс резки на процесс разметки с использованием азота, цикл
очистки не выполняется.
использование клапана газовой системы
В таблице ниже показано, какие клапаны являются активными для каждого процесса резки.
Процесс с
использованием
O
2
/O
2
Контрольная плата
дозировочной
системы
Контрольная плата системы выбора
Номер
светодиода
38 39 28 37
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
До возбуждения
дуги
B4
B2
SV1
SV3
SV8
SV10
При резке
B3
B1 SV1
SV3
SV8
SV10
Процесс с
использованием
O
2
/воздух
Контрольная плата
дозировочной
системы
Контрольная плата системы выбора
Номер
светодиода
38 39 28 37
1
2
3
4
5
6
7
8
9
10
11 12
13
14
15 16
До возбуждения
дуги
B4
B2
SV1
SV3
SV8
SV10
При резке
B3 B2
SV1
SV3
SV8
SV10
Процесс с
использованием
N
2
/N
2
Контрольная плата
дозировочной
системы
Контрольная плата системы выбора
Номер
светодиода
38 39 28 37
1
2
3
4
5
6
7
8
9
10
11
12 13 14 15
16
До возбуждения
дуги
B4
B1
SV9
SV11
При резке
B4
B1
SV9
SV11

Техническое обслуживание
HPR260XD Auto Gas —
80635J, 2-я редакция
5-7
Процесс с
использованием
F5/N
2
Контрольная плата
дозировочной
системы
Контрольная плата системы выбора
Номер
светодиода
38 39 28
37
1
2
3
4
5
6
7
8
9
10 11 12 13
14
15 16
До возбуждения
дуги
B3
B1
SV6
SV9
При резке
B4
B1
SV6
SV9
SV14
Процесс с
использованием
H35/N
2
Контрольная плата
дозировочной
системы
Контрольная плата системы выбора
Номер
светодиода
38 39 28
37
1
2
3
4
5
6
7
8
9
10 11 12 13
14
15 16
До возбуждения
дуги
B3
B1
SV5
SV9
При резке
B4
B1
SV5
SV9
SV14
Процесс с
использованием
H35 и N
2
/N
2
Контрольная плата
дозировочной
системы
Контрольная плата системы выбора
Номер
светодиода
38 39 28
37
1
2
3
4
5
6
7
8
9
10 11
12
13
14 15 16
До возбуждения
дуги
B3
B1
SV5
SV9
При резке
B4
B1
SV5
SV9
SV12 SV13
Процесс с
использованием
N
2
/воздух
Контрольная плата
дозировочной
системы
Контрольная плата системы выбора
Номер
светодиода
38 39 28
37
1
2
3
4
5
6
7
8
9
10
11 12 13 14 15 16
До возбуждения
дуги
B3 B2
SV3
SV9 SV10
При резке
B3 B2
SV3
SV9 SV10
Процесс с
использованием
воздух/воздух
Контрольная плата
дозировочной
системы
Контрольная плата системы выбора
Номер
светодиода
38 39 28
37
1
2
3
4
5
6
7
8
9
10
11 12 13 14 15 16
До возбуждения
дуги
B3 B2
SV2 SV3
SV9 SV10
При резке
B3 B2
SV2 SV3
SV9 SV10

Техническое обслуживание
5-8
HPR260XD Auto Gas —
80635J, 2-я редакция
Процесс раскроя
Клапаны, активные при раскрое, представлены в таблицах ниже. В дозировочной системе разные клапаны будут
активными в зависимости от того, какой процесс использовался до раскроя.
N
2
/N
2
Контрольная плата
дозировочной
системы
Контрольная плата системы выбора
Номер
светодиода
38
39
28
37
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
До возбуждения
дуги
B4
B2
SV11
При резке
B4
B2
SV11
N
2
/N
2
Контрольная плата
дозировочной
системы
Контрольная плата системы выбора
Номер
светодиода
38
39
28
37
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16
До возбуждения
дуги
B3
B1
SV9
При резке
B3
B1
SV9
Клапаны, активные при смене с процесса, в котором не используется горючий газ
Клапаны, активные при смене с процесса, в котором используется горючий газ
Ar/N
2
Контрольная плата
дозировочной
системы
Контрольная плата системы выбора
Номер
светодиода
38
39
28 37
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
До возбуждения
дуги
B4
B1
SV9
SV15
При резке
B4
B1
SV9
SV15
Ar/воздух
25–35 А
Контрольная плата
дозировочной
системы
Контрольная плата системы выбора
Номер
светодиода
38
39
28
37
1
2
3
4
5
6
7
8
9
10
11 12 13 14 15 16
До возбуждения
дуги
B4
B2
SV3
SV7
SV10
При резке
B4
B2
SV3
SV7
SV10
Ar/воздух
< 25 или > 35 А
Контрольная плата
дозировочной
системы
Контрольная плата системы выбора
Номер
светодиода
38
39
28 37
1
2
3
4
5
6
7
8
9
10
11 12 13 14 15 16
До возбуждения
дуги
B3 B2
SV3
SV7
SV10
При резке
B3 B2
SV3
SV7
SV10

Функциональная схема печатной платы, Функциональная схема печатной платы -9
Страница 165
- Изображение
- Текст
Техническое обслуживание
HPR260XD Auto Gas —
80635J, 2-я редакция
5-9
Функциональная
схема печатной
платы
Печатная плата управляющего
модуля CommandTHC (поставляется отдельно) Кабель интерфейса ЧПУ
Контроллер стола для
резки
HPR
последовательный
кабель
н
омера деталей
с
истема выбора
Контрольная плата
Связь по сети
CAN
Вход
пост. тока
Общий
ток
Кабель интерфейса плаз
—
менной системы
Печатная плата интерфейса
плазменной системы
(поставляется отдельно)
Кабель интерфейса станка
Дуговое напряжение
Инвертор
Рабочий цикл
–
+
Датчик тока инвертора Датчик температуры
инвертора
Перем. ток
Цепь запуска
Обеспечение вспом. дуги
Перем. ток
Управляющие сигналы на выходы
Распределительная плата
Контрольная плата системы управления
подачей газа
Вход пост. тока
Вход перем. тока
Распределительная плата
Вход перем. тока
Плата оправки клапана
Управляющие сигналы на оправки клапанов

Техническое обслуживание
5-10
HPR260XD Auto Gas —
80635J, 2-я редакция
коды ошибок
Коды ошибок выводятся на экран ЧПУ. Показанный ниже диагностический экран приведен только для
информации. Реальные экраны, с которыми Вы работаете, могут отличаться, но на них должны присутствовать
функции, описанные в разделе Эксплуатация настоящей инструкции.

Техническое обслуживание
HPR260XD Auto Gas —
80635J, 2-я редакция
5-11
Поиск и устранение неисправностей по коду ошибки. коды ошибок 000–018
номер
кода
ошибки
название
описание
Действия по устранению
000
Отсутствие ошибки
Система готова к работе.
Действий не требуется.
009
Тест переключателя
потока
Переключатель потока
тестируется при повторном
запуске насоса после
простоя насоса (30 минут
без пускового сигнала). Цель
теста заключается в том, чтобы
убедиться в правильности
потока охлаждающей
жидкости, прежде чем
зажигать резак.
Подождите в течение 10 секунд стабилизации скорости потока.
011
Нет активных
процессов
только для
HPR400XD
HPR800XD
Значение тока превышает
максимально допустимое
значение для выбранного
процесса. При отображении
данного кода ошибки источник
тока блокирует пусковой
сигнал до тех пор, пока не
будет выбран процесс
с правильными параметрами.
1. Убедитесь в том, что вторичный источник тока включен (ON).
2. Убедитесь в том, что ток для выбранного процесса находится
в пределах допустимого диапазона мощности источника тока
(до 400 А для системы 400XD и до 800 А для 800XD).
012
Идет тест
Активен один из режимов
тестирования газа.
Подождите окончания теста.
013
Тест пройден
Результаты теста
положительные.
Никаких действий не требуется.
014
Отказ канала
режущего газа 1
Снижается давление газа
в канале 1, что указывает на
негерметичность.
Выполните поиск негерметичностей и неплотных соединений
между системой выбора и дозировочной системой.
015
Отказ канала
режущего газа 2
Снижается давление газа
в канале 2, что указывает на
негерметичность.
Выполните поиск негерметичностей и неплотных соединений
между системой выбора и дозировочной системой.
016
Отказ плавного
выключения
плазмообразующего
газа
Давление плазмообразующего
газа не уменьшилось за
положенное время.
Убедитесь в том, что отсутствуют какие-либо закупоривания
отводного шланга плазмообразующего газа.
017
Отказ плавного
выключения
защитного газа
Давление защитного газа не
уменьшилось за положенное
время.
Проверьте отверстия защитного экрана на предмет
закупориваний. Замените защитный экран, если отверстия
заблокированы.

Техническое обслуживание
5-12
HPR260XD Auto Gas —
80635J, 2-я редакция
Поиск и устранение неисправностей по коду ошибки. коды ошибок 020–028, 224–228
номер
кода
ошибки
название
описание
Действия по устранению
020
Отсутствие
вспомогательной
дуги
Не выявлен ток от инвертора
на блоке зажигания до
истечения срока в 1 секунду.
1. Убедитесь в исправном состоянии расходных деталей.
2. Проверьте корректность настроек подачи защитного газа до
возбуждения дуги и расхода газа при резке.
3. Выполните тесты для выявления утечек газа (см. раздел
Техническое обслуживание).
4. Проверьте искру в разряднике.
5. Проверьте CON1 и реле вспомогательной дуги на предмет
чрезмерного износа.
6. Выполните тест потока газа (см. раздел Техническое
обслуживание).
7. Выполните тест провода резака (см. раздел Техническое
обслуживание).
8. Выполните тест цепи запуска (см. раздел Техническое
обслуживание).
021
Отсутствует
перенос дуги
Не выявлено тока на
рабочем кабеле по
истечении 500 миллисекунд
после установления тока
вспомогательной дуги.
1. Убедитесь в корректности высоты прожига.
2. Проверьте корректность настроек подачи защитного газа до
возбуждения дуги и расхода газа при резке.
3. Проверьте рабочий кабель на предмет повреждений или
неплотных соединений.
024
Первичный
224
Вторичный
Потеря тока
Инвертор 1
Потеря сигнала тока с
инвертора 1 после переноса.
1. Убедитесь в исправном состоянии расходных деталей.
2. Проверьте корректность настроек расхода газа при резке.
3. Проверьте время задержки прожига.
4. Убедитесь в том, что не потерян контакт дуги с листом в ходе
резки (вырезание отверстий, резка в лом и т. п.).
025
Первичный
225
Вторичный
Потеря тока
Инвертор 2
только для
HPR260XD
HPR400XD
Потеря сигнала тока с
инвертора 2 после переноса.
1. Убедитесь в исправном состоянии расходных деталей.
2. Проверьте корректность настроек расхода газа при резке.
3. Проверьте время задержки прожига.
4. Убедитесь в том, что не потерян контакт дуги с листом в ходе
резки (вырезание отверстий, резка в лом и т. п.).
026
Первичный
226
Вторичный
Потеря переноса Потеря сигнала переноса
после завершения переноса.
1. Убедитесь в исправном состоянии расходных деталей.
2. Проверьте корректность настроек расхода газа при резке.
3. Проверьте время задержки прожига.
4. Убедитесь в том, что не потерян контакт дуги с листом в ходе
резки (вырезание отверстий, резка в лом и т. п.).
5. Проверьте рабочий кабель на предмет повреждений или
неплотных соединений.
6. Попытайтесь подключить рабочий кабель напрямую к листу.
027
Первичный
227
Вторичный
Обрыв фазы
Нарушение баланса фазы на
инверторе после зацепления
замыкателя или во время
резки.
1. Проверьте линейное напряжение, подаваемое на источник
тока.
2. Отключите подачу электропитания на источник тока, снимите
крышку замыкателя и проверьте контакты на предмет
чрезмерного износа.
3. Проверьте сетевой шнур, замыкатель и вход на инвертор на
наличие неплотных соединений.
4. Проверьте предохранители обрыва фазы на
распределительной плате. Замените плату, если
предохранители перегорели.
5. Выполните тест обрыва фазы (см. раздел Техническое
обслуживание).
028
Первичный
228
Вторичный
Потеря тока
Инвертор 3
только для
HPR400XD
Потеря сигнала тока с
инвертора 3 после переноса.
1. Убедитесь в исправном состоянии расходных деталей.
2. Проверьте корректность настроек расхода газа при резке.
3. Проверьте время задержки прожига.
4. Убедитесь в том, что не потерян контакт дуги с листом в ходе
резки (резка отверстий, резка в лом и т. п.).

Техническое обслуживание
HPR260XD Auto Gas —
80635J, 2-я редакция
5-13
Поиск и устранение неисправностей по коду ошибки. коды ошибок 030–042, 231–234
номер
кода
ошибки
название
описание
Действия по устранению
030
Ошибка газовой
системы
только для
Auto gas
Возник отказ в газовой
системе.
1. Убедитесь в том, что кабель под номером 5 (управляющий
кабель с источника тока на систему управления подачей
газа) не поврежден и корректно подключен к PCB3 и к
задней части системы управления подачей газа.
2. Убедитесь в том, что кабель под номером 6 (силовой кабель
с источника тока на систему управления подачей газа) не
поврежден и корректно подключен внутри источника тока
и к задней части системы управления подачей газа.
3. Убедитесь в том, что на PCB2 внутри системы управления
подачей газа горят светодиоды D1 (+5 В пост. тока) и D2
(+3,3 В пост. тока). Эти светодиоды указывают на наличие
подачи электропитания на PCB2.
4. Если электропитание подается на PCB2 и PCB3, а оба
кабеля системы управления подачей газа исправны, отказ
произошел в PCB2 или PCB3. С помощью испытательного
устройства CAN проверьте, какую из плат нужно заменить.
031
Первичный
231
Вторичный
Потеря зажигания
Пусковой сигнал был
получен, но затем потерян до
установления дуги.
1. Если для подачи пускового сигнала на HPR используется
механическое реле, причина заключается либо в дребезге
этого реле при активации, либо в неисправности контактов.
Замените реле.
2. Проверьте кабель интерфейса на предмет наличия
повреждений, неисправных обжимов или электрических
контактов.
3. Если кабель интерфейса исправен, а пусковой сигнал
подается не через реле, это свидетельствует о том,
что ЧПУ удаляет пусковой сигнал до достижения дуги
установившегося состояния.
032
Время ожидания
удержания
Сигнал удержания был
активен более 60 секунд.
1. Проверьте кабель интерфейса на предмет повреждений.
Возможно, присутствует короткое замыкание проводов
удержания.
2. Если этот входной сигнал обрабатывается ЧПУ, возможно,
ЧПУ ожидает получения входного сигнала завершения
работы датчика исходной высоты от другого резака.
3. Если кабель интерфейса ЧПУ исправен, а в системе
используется только 1 резак, следует заменить плату PCB3.
033
Время ожидания
предварительной
зарядки
только для
Auto gas
Системе выбора не
удалось зарядить линии
до достижения нужного
значения.
Это предупреждение свидетельствует о возможном нарушении
подачи газа по проводам. Убедитесь в отсутствии каких-либо
препятствий для прохода плазмообразующего и защитного газа
по шлангам и исключить низкое давление газа на входе.
034
Первичный
234
Вторичный
Потеря тока
Инвертор 4
только для
HPR400XD
Потеря сигнала тока с
инвертора 4 после переноса.
1. Убедитесь в исправном состоянии расходных деталей.
2. Проверьте корректность настроек расхода газа при резке.
3. Проверьте время задержки прожига.
4. Убедитесь в том, что не потерян контакт дуги с листом в
ходе резки (вырезание отверстий, резка в лом и т. п.).
042
Низкое давление
азота
давление газа (N
2
)
Давление азота ниже
нижнего предела:
2,07 бар — резка;
0,34 бар — раскрой.
В ходе очистки азотом (N
2
)
при смене с процесса с
использованием горючего
газа на процесс с
использованием окислителя.
1. Убедитесь в том, что включена подача азота, и проверьте
давление подачи газа и объем газа, имеющегося в
расходных баках.
2. Убедитесь в том, что регулятор газа установлен на значение
8,27 бар. См. Установка регуляторов подачи (раздел
Установка).

Техническое обслуживание
5-14
HPR260XD Auto Gas —
80635J, 2-я редакция
Поиск и устранение неисправностей по коду ошибки. коды ошибок 044–046
номер
кода
ошибки
название
описание
Действия по устранению
044
Низкое давление
плазмообразующего
газа
Давление
плазмообразующего газа
ниже нижнего предела:
0,34 бар — подача газа до
возбуждения дуги;
3,45 бар — подача газа при
резке (резка);
0,34 бар — подача газа при
резке (раскрой)
1. Проверьте давление подачи газа и объем газа, имеющегося
в расходных баках.
2. Сравните параметры регулятора газа на системе управления
подачей газа с параметрами, приведенными
в технологических картах резки.
3. См. Установка регуляторов подачи (раздел Установка).
4. Выполните тесты для выявления утечек газа (раздел Техническое
обслуживание).
045
Высокое давление
плазмообразующего
газа
Давление
плазмообразующего газа
выше верхнего предела в:
7,58 бар — ручная система
управления подачей газа
9,65 бар — автоматическая
система управления
подачей газа
1. Проверьте настройки давления подачи газа.
2. Сравните настройки регулятора газа на системе управления
подачей газа с указанными в технологической карте резки.
3. См. Установка регуляторов подачи (раздел Установка).
4. Не открывается электромагнит отсечного клапана. Проверьте подачу
электроэнергии на клапаны, отключить шланги плазмообразующего
и защитного газа, выходящие из отсечного клапана. Если давление
снижается, это свидетельствует о том, что клапан не работает или
отсутствует подача электроэнергии на него.
046
Низкое линейное
напряжение
Значение линейного
напряжения близко или
ниже нижнего предела в
102 В перем. тока (120 В
перем. тока – 15 %).
Нормальный нижний
предел при эксплуатации
составляет 108 В перем.
тока (120 В перем. тока
–10 %).
1. Проверьте входное линейное напряжение на плате PCB2 в
источнике тока и на PCB1 в охладителе (для системы HPR400XD).
Значение напряжения должно быть в пределах 10 % от
номинального (120 В перем. тока).
2. Проверьте предохранители на плате PCB2 в источнике тока.
3. Убедитесь в том, что напряжение имеет значение 120 В перем. тока
на штепсельном разъеме J2.4 (штырьках 3 и 4) платы PCB2
в источнике тока.
4. Для системы HPR400XD: проверьте напряжение на плате PCB1
в охладителе с помощью вольтметра постоянного тока. Его значение
должно составлять порядка 0,415 В пост. тока между TP23 и TP2 на
плате PCB1.
5. Если напряжение переменного тока на PCB2 (J2.4, штырьки 3 и
4) выше 108 В перем. тока, а напряжение постоянного тока между
TP23 и TP2 на плате PCB1 меньше 0,38 В пост. тока, проверьте, что
напряжение на штепсельном разъеме J4 (штырьках 1 и 2) на плате
PCB1 составляет не менее 108 В перем. тока. Проверьте проводку
между платой PCB2 в источнике тока и J4 на плате PCB1. Если
напряжение на штепсельном разъеме J4 выше 108 В перем. тока, но
напряжение постоянного тока на TP23 и TP2 меньше 0,38, заменить
PCB1.
6. Если напряжение переменного тока на плате PCB2 в источнике
тока (на J2.4, штырьках 3 и 4) выше 108 В перем. тока, а напряжение
постоянного тока между TP23 и TP2 на плате PCB1 в охладителе
(только для системы HPR400XD) также выше 0,38 В пост. тока,
проверить соединение CAN между PCB3 в источнике тока и PCB1
в охладителе.

Комментарии
-
09-27-2022, 07:41 PM
#1

Junior Member
Dear CNC ZONE community,
I am an owner of a Hypertherm unit, for plasma cutting.
My consummables wear out quickly, and when I checked the operator manual they reffered to the low compressed air pressure as the fault. error code «44
I checked the solenoid valve
It seems fine and I changed some of them to no avail.
Then another error appears, which is 21.
I chose the consumable parts to no avail, and I’m still facing problems.
When the operation starts, the torch goes out and the voltage appears on the screen well for a moment and then stops.
When examining the electrode after the experiment, I saw it ignited in a black color from the side of the head.
Is it possible for experts to help me
Thank you for your cooperation
-
02-24-2023, 08:05 PM
#2
Neuer Benutzer
Re: hypertherm hpr260xd error
I would check to make sure that your cvompressed air is clean & dry

Вы здесь
Каталог инструкций » H » Hypertherm » Оборудование Hypertherm » Hypertherm HPR260XD Auto Gas » Страница инструкции 166
-
1
-
2
-
3
-
4
-
5
-
6
-
7
-
8
-
9
-
10
-
11
-
12
-
13
-
14
-
15
-
16
-
17
-
18
-
19
-
20
-
21
-
22
-
23
-
24
-
25
-
26
-
27
-
28
-
29
-
30
-
31
-
32
-
33
-
34
-
35
-
36
-
37
-
38
-
39
-
40
-
41
-
42
-
43
-
44
-
45
-
46
-
47
-
48
-
49
-
50


















































- 1
- 2
- 3
- 4
- 5
- 6
- 7
- ››
Распечатать
Страница 166 из 310
- << Предыдущая
- Следующая >>

Страница 166 в инструкции по эксплуатации Hypertherm HPR260XD Auto Gas
Техническое обслуживание
5-10
HPR260XD Auto Gas 80635J 2-я редакция коды ошибок
Коды ошибок выводятся на экран ЧПУ Показанный ниже диагностический экран приведен только для информации Реальные экраны с которыми Вы работаете могут отличаться но на них должны присутствовать функции описанные в разделе Эксплуатация настоящей инструкции.
- << Предыдущая
- Следующая >>